-

面向產(chǎn)品生命周期管理PLM的產(chǎn)品數(shù)據(jù)管理IPD技術
PLM結合電子商務技術與協(xié)同技術,將產(chǎn)品開發(fā)流程與SCM、CRM、ERP等系統(tǒng)進行集成,將孤島式流程管理轉變成集成化的一體管理,實現(xiàn)從概念設計、產(chǎn)品設計、產(chǎn)品生產(chǎn)、產(chǎn)品維護到管理信息的全面數(shù)字化。 [詳情]
-
面向產(chǎn)品全生命周期管理系統(tǒng)的增量式聚合開發(fā)實施方法研究
為提高產(chǎn)品全生命周期管理系統(tǒng)開發(fā)實施的客戶滿意度,提出了一種增量式聚合開發(fā)實施方法。首先建立過程模型,并進行了形式化描述,給出了該方法的核心——集成產(chǎn)品元模型,定義了信息組織的框架。面向增量式聚合的元模型體現(xiàn)了業(yè)務特性和軟件系統(tǒng)特性,為實現(xiàn)其二維特性的統(tǒng)一,給出了相應的模型層次結構。 [詳情]
-

本文以實施產(chǎn)品數(shù)據(jù)管理系統(tǒng)項目為平臺,介紹在項目運行過程中,如何結合企業(yè)實際情況,裁剪部分項目管理工具及過程以保障項目順利實施。闡述了項目管理知識體系中的工具并不能全部都用于項目實施,重點描述在產(chǎn)品數(shù)據(jù)管理系統(tǒng)的項目中,需因應企業(yè)不同情況而使用哪些項目管理工具。通過運用這些工具,為項目順利實施打下堅實基礎,并增強企業(yè)與實施方之間的信任。 [詳情]
-

本文研究NX的系統(tǒng)建模技術與集成推理技術,建立符合組合機床設計特點的推理機制;通過交互方式和系統(tǒng)的導引、推理,快速完成滿足客戶需求的組合機床設計。將組合機床的設計知識和規(guī)范集成在系統(tǒng)中,提高組合機床設計效率,減少組合機床設計過程中的重復勞動,保證設計質量,從而提高企業(yè)的設計效率和設計水平。 [詳情]
-
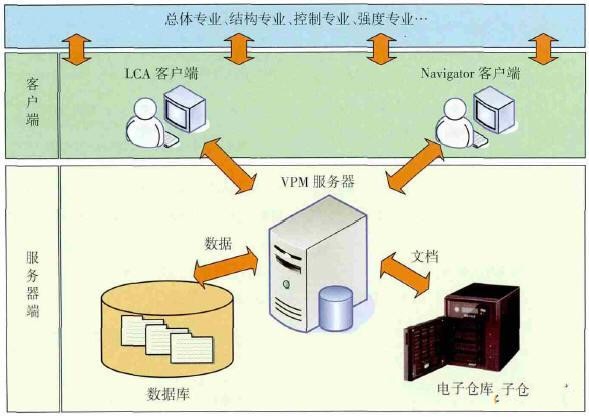
本文以公司基于ENOVIA VPM開發(fā)完成的飛機起落架設計協(xié)同系統(tǒng)為基礎平臺,通過人員組織權限管理、鎖機制、權限傳送控制等安全機制,利用關聯(lián)設計技術、基于模型的定義技術和設計復用技術,實現(xiàn)某型飛機起落架的三維協(xié)同和并行設計,為現(xiàn)代飛機起落架設計提供了有效的新方法。 [詳情]
-

基于CATIA二次開發(fā)技術,通過編寫少量的代碼即可實現(xiàn)標準件模型的自動檢查功能。通過自動化檢查程序來完成對標準件模型的檢查工作,這樣能夠確保標準件模型的正確性,并且提高了模型檢查的效率。 [詳情]
-

文章介紹了Parasolid是世界上領先的、經(jīng)過生產(chǎn)證明的三維幾何建模組件軟件。利用該軟件提供的核心功能,基于Parasolid產(chǎn)品的用戶能夠快速、穩(wěn)定地對行業(yè)最復雜的產(chǎn)品建模。 [詳情]
-

本文探討了一種基于西門子系列 PLC 的工業(yè)并行控制系統(tǒng)模型,通過分析西門子系列 PLC 控制器工作原理、儲存器特征、PLC 的通訊及信息自動化網(wǎng)絡特征,使用 PLC 順序邏輯掃描方式,建立并行系統(tǒng)框架模型,使 PLC在使用過程中能充分提高控制效率,并解決系統(tǒng)編程混亂問題,建立容錯機制并強化系統(tǒng)健壯性。 [詳情]
-

引言在切削技術研究及實際切削加工中,有關切削力的數(shù)據(jù)是計算切削功率、設計和使用機床、刀具和夾具、開發(fā)切削數(shù)據(jù)庫、實現(xiàn)加工中切削力控制等的重要依據(jù)。[詳情]
-

科學技術的每一次重大進步都給機械量測試方法及儀器帶來革命性的變革。 20世紀50~80年代,機械量測試理論與電子技術相結合,產(chǎn)生及發(fā)展了機械量電測技術。[詳情]
-

高速化、精密化和模塊化是現(xiàn)代制造技術的發(fā)展方向。新的切削理論認為:當切削速度達到一定程度(約500m/min)后,切削區(qū)溫度不再上升,并且切削力反而會減小,刀具磨損也減少。[詳情]
-

本文探討了目前數(shù)控技術在中小型企業(yè)機械加工生產(chǎn)中的應用問題,應用SIEMENS機床數(shù)控系統(tǒng)對龍門刨床進行CNC數(shù)控化設計,采用Vosual Basic 6.0語言編制羅茨風機兩葉葉輪加工程序,加工羅茨風機兩葉葉輪進行了詳細論述。 [詳情]
-

數(shù)控系統(tǒng)智能加工功能在大型精密模具制造中的應用
獨特的造型和優(yōu)美的線條是汽車制造業(yè)車型日益多樣化的突出特點。設計師希望滿足駕車人的愿望,但在將這些愿望化為現(xiàn)實的過程中面臨著許多問題,例如技術復雜性的提高與成本和時間壓力不斷增加間的矛盾,因此改善生產(chǎn)方法比以往任何時候都更重要。[詳情]
-

目前的航空產(chǎn)品零件突出表現(xiàn)為多品種小批量、工藝過程復雜,并且廣泛采用整體薄壁結構和難加工材料,因此制造過程中普遍存在制造周期長、材料切除量大、加工效率低以及加工變形嚴重等瓶頸。為了提高航空復雜產(chǎn)品的加工效率和加工精度,工藝人員一直在尋求更為高效精密的加工工藝方法。[詳情]
-
某廠有一臺Rambudi五軸聯(lián)動的高速銑床,最大裝夾刀具直徑20mm,主軸功率12kw,最大進給10m/min,主軸轉速1000到15000r/min,F(xiàn)IDIA系統(tǒng),機床自動減速很好,每當曲率變化急劇時,自動減速,避免了高速時慣性對機床的損害,是比較典型的高速機床。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS557312
- 2世界機器人大會國際頂尖機器人領域專家精彩觀點集錦(二)177508
- 3中國機器人產(chǎn)業(yè)發(fā)展報告(2019)177237
- 42019世界機器人大會圓滿落幕176210
- 5世界機器人大會國際頂尖機器人領域專家精彩觀點集錦(一)173088
- 6格力開始發(fā)力工業(yè)領域 將投10億生產(chǎn)高端醫(yī)療設備167472
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議159098
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠?133801
品專題")
升級")

