-

綠色制造是一種現代制造模式,它綜合考慮了制造業對環境的影響和對資源效率的利用,它的目標是使產品在設計、制造、裝配、運輸、銷售、使用的整個過程中,對資源的利用率最高,而對環境造成的危害影響最小。[詳情]
-

當進給運動超過由軟件設定的軟限位或由限位開關決定的硬限位時,就會發生超程報警,一般會在CRT上顯示報警內容,一般的機床正方向超程,往反方向走,即可排除故障,解除超程。[詳情]
-

近30年來,隨著改革開放的逐步深入,中國的經濟得到了很大的發展。國外的很多新技術新產品不斷沖擊著中國國內的市場,導致了制造業加工業迅猛發展,這給機床行業的拓展和進步帶來了巨大的契機。[詳情]
-

當前,西門子(SIEMENS)與發那科(FANUC)都是很好的數控系統,占據了大多數的數控系統市場,都為中國的數控機床業的發展做出了貢獻。[詳情]
-
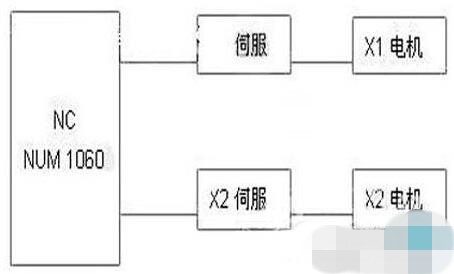
本文介紹的動龍門、雙主軸、雙軸組數控機床主要由機床操作面板(包括顯示器)、X1、X2、Y1、Y2、Z1、Z2六個直線坐標軸(其中X1、X2為龍門同步軸)、雙主軸及機床的液壓、潤滑、冷卻系統等機床輔助功能組成。[詳情]
-
根據數據受干擾性質及干擾后果的不同,采取的軟件對策各不相同,沒有固定的模式。對于實時數據采集系統,為了消除傳感器通道中的干擾信號,在硬件措施上常采取有源或無源RLC網絡,構成模擬濾波器對信號實現頻率濾波。[詳情]
-

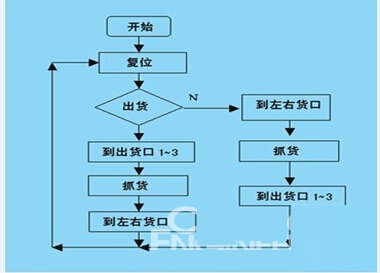
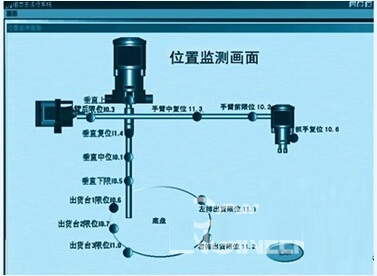
本文以某物流控制中的機械手控制為例,分析了plc與步進驅動裝置的控制方法,本系統涉及的主要硬件是s7-200plc和sh-2h057步進驅動器。[詳情]
-
根據過程控制系統的特點及不同生產工藝過程控制要求,應用不同的控制系統才可以既安全可靠又經濟高效地完成生產任務。目前,國內先進的大、中型過程控制系統基本上以采用PLC和DCS為主。[詳情]
-
根據系統的控制要求,確定系統所需的全部輸入設備(如:按紐、位置開關、轉換開關及各種傳感器等)和輸出設備(如:接觸器、電磁閥、信號指示燈及其它執行器等),從而確定與三菱PLC有關的輸入/輸出設備,以確定PLC的I/O點數。[詳情]
-

一般來說,對于初次使用PLC的用戶或者是用于控獨立設備(單機控制)的場合,配套日本產的PLC產品,相對來說性能價格比有一定的優勢,入門也較容易。對于系統規模較大、網絡通信功能要求高、開放性好的分布式PLC控制系統,遠程I/O控制系統,歐美生產的PLC可以為網絡通信功能的發揮提供一定的便利。當然,產品的技術支持與服務、價格等因素也是選擇PLC時所必須考慮的問題。[詳情]
-
實踐證明,PLC產品的大多數故障的原因,都是在制造過程中產生的。而在制造過程中,要保證產品的可靠性與穩定性,最重要的就是產品測試,只有通過完整和全面的測試,才能發現產品中的問題,再給予解決。[詳情]
-
近些年來,隨著我國的電力、電器行業的迅猛發展,對材料提出了新的技術要求,帶動了銅加工行業的加工工藝的進步。我們參與完成了銅加工設備中名為“無氧銅桿連鑄機組”的關鍵設備的電控系統的開發生產。[詳情]
-
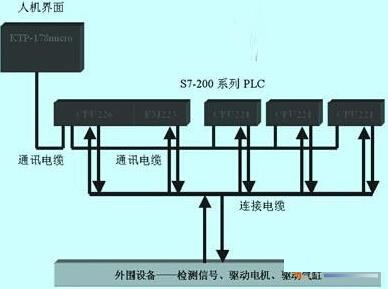
本文介紹了人機界面與兩臺PLC通訊,在砂帶生產線刮毛機上的應用。 在人機界面上設定運行數據通過PLC高速輸出來控制步進電機,以調整刮刀與坯布間的工作間隙。[詳情]
-
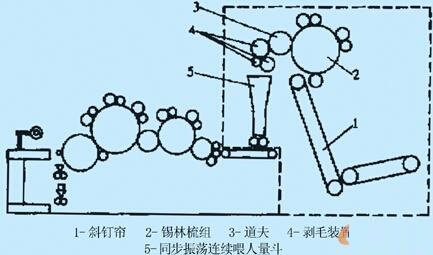
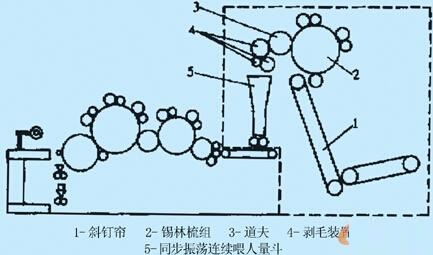
以PLC和步進電機為主構成的數字式兔毛梳理機控制系統的研制成功,為兔毛梳理機在生產與應用環節的工藝參數的調整,提供了保障。采用本控制系統的兔毛梳理機各項指標:適紡原料范圍:兔毛(高比例);條干重量不勻率:1.5%;生條可紡支數:8~60公支;脫毛量:1~mg/100cm2;兔毛制成率≥95%;出條定重:0.125~1g/m;臺時產量:0.3~2kg/h。此外,系統具有控制精度高、操作簡單、運行平穩、無噪音等優點。[詳情]
-
鋼鐵行業煤化工廠焦處理工藝存在著操作點多,設備分布比較松散的特點,在滿足工藝要求的前提下,盡量減少勞動定員和勞動強度,是自動化工程技術人員的課題。隨著信息技術和網絡通訊技術的飛速發展,充分利用自動化及網絡技術就可以得到解決。[詳情]



