-

文章詳細介紹了采用Pro/E三維設(shè)計軟件和CncKad數(shù)控加工軟件輔助鈑金件的設(shè)計與加工制造的完整過程。用Pro/E軟件的鈑金模塊進行鈑金件設(shè)計建模時,需要根據(jù)鈑金材料和厚度設(shè)置折彎表程序,調(diào)用相應的折彎表,將鈑金件展開成平整狀態(tài)。Pro/E軟件與CncKad軟件集成后帶有CncKad功能模塊,將展開好的鈑金件導入到該功能模塊中,采用CncKad軟件自動或者手動沖壓功能加裝模具,生成數(shù)沖程序,控制數(shù)沖機床加工鈑金件。 [詳情]
-

MasterCAM是優(yōu)秀的CAD/CAM集成軟件,通過介紹利用MasterCAM進行計算機輔助產(chǎn)品設(shè)計、工藝規(guī)劃、制造的方法,闡述MasterCAM在產(chǎn)品制造過程中的作用。 [詳情]
-

基于工業(yè)以太網(wǎng)的數(shù)控機床網(wǎng)絡(luò)控制系統(tǒng)
這些通信方法雖然在一定程度上實現(xiàn)了數(shù)控機床的聯(lián)網(wǎng),但在應用中它們或多或少地存在一些不足。為了提高數(shù)控機床聯(lián)網(wǎng)控制系統(tǒng)的可集成性和滿足實時調(diào)度功能,筆者提出了基于工業(yè)以太網(wǎng)的數(shù)控機床聯(lián)網(wǎng)控制系統(tǒng)。 [詳情]
-

PLC梯形圖的一種數(shù)據(jù)結(jié)構(gòu)描述方法
本文針對目前PIC梯形圖編輯軟件中梯形圖存儲結(jié)構(gòu)的復雜和不足,本文基于面向?qū)ο蟮姆椒ǎ捎枚鏄浜碗p向鏈表相結(jié)合的數(shù)據(jù)結(jié)構(gòu)來描述梯形圖功能單元及其拓撲關(guān)系,并提出了相應的轉(zhuǎn)換算法,然后簡化為只含有功能單元的模型.使后續(xù)的指令表轉(zhuǎn)換得到簡化。這種模型結(jié)構(gòu)簡單、通用性強、易于用C++語言實現(xiàn),在PLC梯形圖編輯軟件中應用效果良好。 [詳情]
-

PLC技術(shù)的龍門式精密油壓機電氣設(shè)計核心步驟全攻略
本文闡述了一種基于PLC技術(shù)的龍門式精密油壓機電氣控制設(shè)計,它采用可編程控制器為控制核心,分析了精密油壓機動作流程,PLC控制系統(tǒng)軟、硬件設(shè)計,給出了PLC接線圖和部分梯形圖精密直線位移傳感器、模擬輸入模塊、GP系列觸摸屏的使用,為提高龍門式精密油壓機系統(tǒng)性能,降低故障率,提高生產(chǎn)效率提供了有力的保障。 [詳情]
-

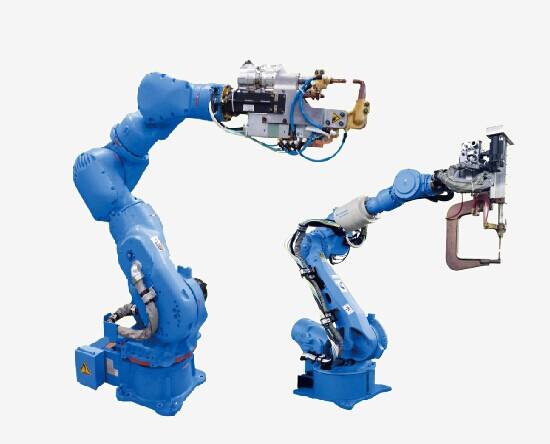
本文介紹了西門子ST--200PLC對機械手的加減速控制方法.首先介紹了系統(tǒng)的現(xiàn)有功能和特性,通過改變對伺服電機驅(qū)動器的控鑭來實現(xiàn)對機械的精確定位。該系統(tǒng)具有占用PLC接口少、可靠性膏的特點-適用于教學實踐和工業(yè)應用。 [詳情]
-
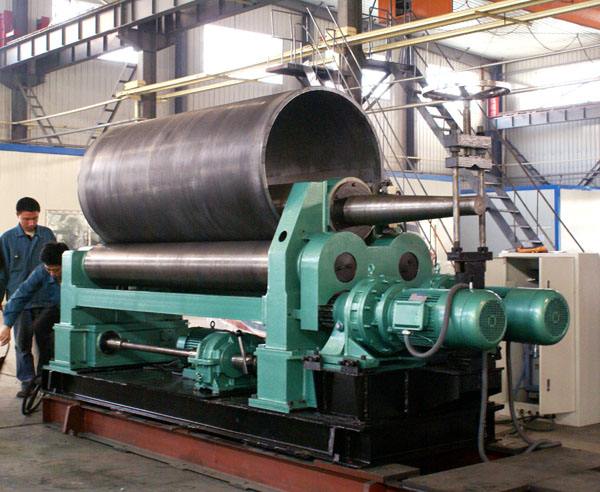
基于PLC的數(shù)控卷板機自動控制系統(tǒng)研究
本文闡述了一種由西門子S7—300PLC、I/O模塊、計數(shù)器模塊、力控HMI軟件、位置傳感器以及其他電氣控制元件組成的卷板機控制系統(tǒng)。該系統(tǒng)自動化程度高、穩(wěn)定性好、操作維護方便。 [詳情]
-

基于FTA的PLC控制系統(tǒng)故障診斷技術(shù)研究
PLC在工業(yè)生產(chǎn)中應用非常廣泛。本文首先對PLC控制系統(tǒng)進行分析,并建立了一種通用故障模型;然后采用FTA(Fault Tree Analysis)方法對控制系統(tǒng)進行分析,確定控制系統(tǒng)的薄弱環(huán)節(jié),依據(jù)通用故障模型構(gòu)建了基于PLC的故障診斷系統(tǒng)。 [詳情]
-

本文分析了鏈式刀庫系統(tǒng)的運行過程,設(shè)計了一種基于PLC的自動換刀景統(tǒng)。利用三菱FX1N-40MT小型PLC輸出指定數(shù)量的高速脈沖來驅(qū)動刀庫的伺服電機;帶動鏈式刀庫旋轉(zhuǎn)并定位。利用PLC控制電磁閥的作用,繼而控制氣缸的運動,實現(xiàn)了對刀具和刀套的翻轉(zhuǎn)。重點介紹了刀庫運行過程中刀具的定位、刀套的翻轉(zhuǎn)及機械手換刀的控制。 [詳情]
-

數(shù)控切割機床應用于裝備制造業(yè)、工程機械制造業(yè)、船舶制造業(yè)等多種機械制造行業(yè),在機械制造規(guī)模生產(chǎn)中,原來的切割設(shè)備存在著加工效率低、操作調(diào)整麻煩等問題,應用可編程控制器來進行綜合控制,在實際中較好得解決數(shù)控切割機在控制操作上存在的問題。該文就是基于PLC控制在數(shù)控切割機床上的電氣實現(xiàn)進行了探討。 [詳情]
-

基于PLC的液壓傳動組合機床電氣控制系統(tǒng)設(shè)計
本文設(shè)計了一種以德國西門子公司的微型可編程序控制器(PLC)為核心的控制系統(tǒng),以替代組合機床上原有的繼電控制線路.實現(xiàn)了對組合機床控制系統(tǒng)的改造。分析了系統(tǒng)的硬件及軟件設(shè)計,提供了主要的硬件原理圖和軟件程序。 [詳情]
-

隨著我國經(jīng)濟的高速發(fā)展,能源(水、電、油)的消耗在企業(yè)中所占的比重越來越高,也受到愈來愈大的重視。[詳情]
-

本文通過分析實際生產(chǎn)過程中數(shù)控機床PLC模塊出現(xiàn)的一些故障,基于PLC模塊的故障表現(xiàn)的形式,本文提出了診斷與排除PLO模塊的故障的方法。實踐證明,利用這些方法有利于維修效率的極大提高。 [詳情]
-
本文首先對國內(nèi)現(xiàn)狀的手動打包機進行分析, 對其可改造性進行評估, 最后定下可行性的改做方案。根據(jù)方案, 設(shè)計工作狀態(tài)流程圖, 力求在最經(jīng)濟的情況下達到最終的控制要求。工作狀態(tài)流程圖包括各個使用的機械結(jié)構(gòu), 該機械結(jié)構(gòu)都通過PLC進行控制, 從而確定所選用的尸PLC型號及其配 [詳情]
-

本文采用FX2N系列PLC為控制器,MCGS觸摸屏為人機界面,采用編碼器、比例電磁閥技術(shù),設(shè)計了一套壓力、行程可調(diào)的四柱裁切機控制系統(tǒng)。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS557322
- 2世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)177598
- 3中國機器人產(chǎn)業(yè)發(fā)展報告(2019)177243
- 42019世界機器人大會圓滿落幕176217
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)173097
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167476
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議159186
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠?133897
品專題")
升級")

