-

三菱FX2N系列PLC有上升沿微分PLS和下降沿微分PLF兩個指令,也稱為脈沖輸出指令。其功能是當驅動信號的上升沿/下降沿到來時,操作元件接通一個掃描周期,產生一個寬度為一個掃描周期的脈沖輸出信號。利用這兩個脈沖指令可將一個方波信號變成兩個脈沖信號,巧妙利用它可以實現單一信號對多個設備或單設備多動作的控制,以軟件的合理設計減少硬件設備數量,節省投資。 [詳情]
-

可編程控制器PLC具備了抗干擾能力極強、可靠性相當高、體積較小的特點,運用PLC開展數控系統設計,就能確保數控機床具有快速性、準確性與合理性。從而能更好地滿足實際生產之所需.進而提高了企業的經濟效益。本文分析了數控機床的基本構成,對數控機床用PLC進行了分類,剖析了PLC與數控機床的信息交換方式,并探討了PLC在數控機床中的具體應用。 [詳情]
-
在實現利用PLC作為下位機完成數據采集等功能時,PLC和上位機間的數據通訊是一關鍵環節,為此需要對PLC與上位機間的串行通訊機理進行研究。詳細分析了西門子公司的SIMATIC S7—200系列PLC與上位機間的串行通訊原理和方法,給出了在visuaI BaSic環境下的PLC與上位機之間通訊程序的設計方法。設計的程序保證了在viSual BaSic環境下的PLC與上位機之間的通訊,并應用于某自動卸胎機械手的設計。該方案對小規模系統具有現實意義。 [詳情]
-

本文以自動生產線中四自由度旋轉機械手為研究對象,論述了一種基于PLC控制的氣動機械手的結構功能、控制原理,并介紹基于FX2N-48MR PLC控制機械手的控制過程。 [詳情]
-

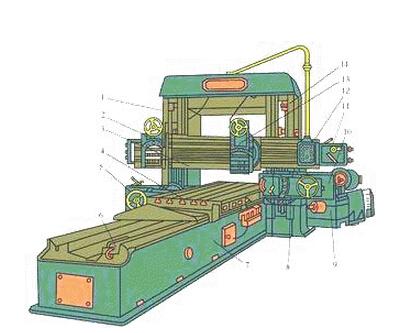
本文從機床自動控制的實際需要出發,利用PLC時三面銑組合機床的電氣控制系統進行了改造,并給出了其PLE控制系統的硬件設計和梯形圖程序。以此可以提高機床的可靠性、靈活性以及效率。 [詳情]
-
本文利用日本三菱PLC定位控制單元的特點,研制了特形而數控刨床系統,相比傳統的單片機控制系統,既簡化了機床結構和控制系統,又簡化了用戶的編程工作,使系統的穩定性和靈活性得到了提高。 [詳情]
-

本文分析了抓棉機在使用過程中存在的問題,提出了對抓棉機實施電控系統PLC改造的方案。介紹了系統的原理及硬件和軟件的設計方法,實踐證明,系統能滿足工藝要求,運行安全可靠,并大大減輕了勞動強度,提高了生產效率。 [詳情]
-

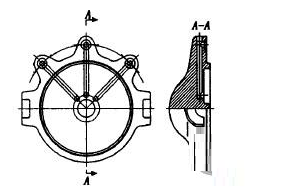
本文以某系列升降機中B型聯軸器為例,在分析其加工工藝基礎上,根據多工序加工對數控加工機床設備與夾具裝置的要求,提出用夾具的柔性化替代機械零件多工序加工依賴于數控機床的高柔性,從而解決目前企業實際生產問題。基于西門子A7-200PLC編制程序控制氣動夾具,給出夾具控制流程圖,定義I/0口,編制梯形程序生成語句表,并成功調試。該夾具的成功開發,為實際生產中制定同類機械零件的加工工藝方案和進一步實現程序控制氣動夾具融入到數控機床中的柔性制造系統提供參考。 [詳情]
-
用單純的拉伸和旋轉功能對于構造不規則缸底三維模型的結果不是很準確.而基于參數化驅動的SolidWorks平臺的精確建模功能則可以根據立柱缸底的二維圖,通過拉伸、拔模、尺寸約束等功能來建造缸底復雜部分的三維模型。為類似復雜缸底的三維建模提供了實例。 [詳情]
-

本文以某汽車車型前車門內板拉深凸模為例,介紹了WorkNC軟件的NC程序設計方案,及其在"無人職守”自動化加工中的CAM技術優勢。指出WorkNC作為一款高端的CAM軟件,它的殘料毛坯的計算及防碰撞功能,為自動加工的實現提供了保障。WorkNC一定程度上優化了數控加工工藝,提高了加工效率和加工安全性,并使加工精度大大提升。 [詳情]
-

本文概述了在紡織機械設備PLC控制系統中影響系統運行的干擾類型廈來源,并提出抗干擾設計的實施策略。 [詳情]
-

本文以PLC控制系統在數控電解加工機床中的實際應用為例,深入分析影響PLC控制系統正常工作的干擾因素,并結合電解加工機床PLC控制系統抗干擾設計,分別從PLC電源抗干擾、輸入輸出信號抗干擾、接地抗干擾、軟件編程抗干擾、光電耦合抗干擾等方面,提出一系列抗干擾措施。實踐證明,這些抗干擾方法和措施切實有效,使得整個PLC控制系統運行更加穩定、可靠。 [詳情]
-

文章提出了基于PLC的自動絲網印花機控制系統的設計的方案。該方案采用PLC做為核心控制器.采用變頻通信技術控制異步電機的運行.完成對臺板及刮刀的運動的控制.以及采用氣動控制系統完成對網框的運動的控制。從而構建自動絲網印花機的控制系統。 [詳情]
-
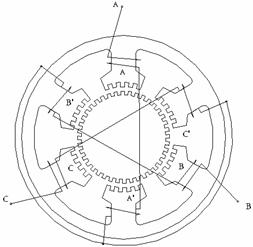
步進電動機是工業自動化過程中經常用到的一種控制傳動機構。步進電動機分為反應式、永磁式和混合式等。西門子PLC具有脈沖輸出和控制功能,可以實現對步進電動機的轉速、位移和轉向的控制,本文以 S7-200 為例說明 PLC 對步進電動機的控制技術。 [詳情]
-

PLC是一種新型的通用自動化控制裝置,它將傳統的繼電器控制技術、計算機技術和通訊技術融為一體,但在使用時由于工業生產現場的工作環境惡劣,干擾源眾多,為了確保整個系統穩定可靠,還是應當盡量使PLC有良好的工作環境條件,并采取必要的抗干擾措施。 [詳情]



