-

PLC是一種專門為在工業環境下應用而設計的數字運算操作的電子裝置。它采用可以編制程序的存儲器,用來在其內部存儲執行邏輯運算、順序運算、計時、計數和算術運算等操作的指令,并能通過數字式或模擬式的輸入和輸出,控制各種類型的機械或生產過程。PLC及其有關的外圍設備都應該按易于與工業控制系統形成一個整體,易于擴展其功能的原則而設計。本文論述了PLC的內部結構,發展歷史及其基本原理構成。[詳情]
-

本文針對龍門吊抓取貨物時通過限界過于狹窄的缺點,本文提出了基于PLC控制的自動轉向系統實現方案,保證了龍門吊轉向控制的安全性和可靠性,并增強了控制系統的靈活性[詳情]
-
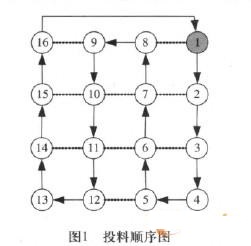
實現摩擦材料生產線的自動化。設計了自動投料系統。采用高精度傳感器進行稱重。采用數控滑臺控制料杯的位置,用PLC控制步進電機來實現滑臺的位置控制。并對系統硬件結果和軟件系統進行設計,制作了樣機。實踐表明,該系統運行穩定,成本低廉,適合推廣使用。[詳情]
-
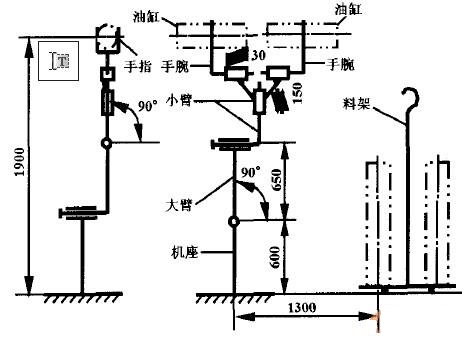
本文以數控機床的上下料機械手為研究對象,采用可編程控制器(PLC)對其液壓驅動裝置進行控制,實現了系統的智能化和柔性化。對系統的工作原理及機械本體、液壓驅動和PLC控制方案等方面進行了較為詳盡的論述。[詳情]
-
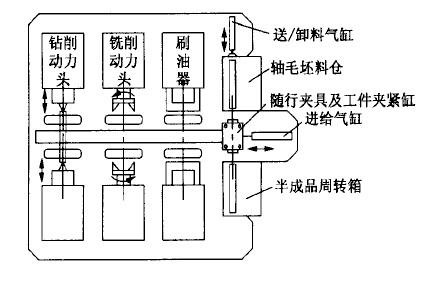
文章在分析軸類零件傳統加工工藝的基礎上,推出了一種基于PLC控制的軸加工組合機床,闡述了其機械結構與控制系統,該機床將銑削動力頭、鉆削動力頭和刷油器對稱直線布置,采用氣缸實現工件的裝卸與各工位的往復循環,該組合機床各功能部件對稱直線布置的這一結構特點,為其結構的簡化與功能的柔性化奠定了良好的基礎,是一款加工軸類及箱體類工件的經濟實用型專用設備。[詳情]
-
一臺擁有為加工復雜形狀的工件而進行數道工序、不同方式的加工性能的機械稱之為復合加工機床。為達到同樣目的,也有將控制坐標多軸化、擴大加工功能、多機能化的使用方法。總之是用工序集成的方法提高生產效率,提高機床的附加價值。 [詳情]
-

本文提出了一種數控加工中心兩軸聯動的應用方案,該方案以HJD-4 數控加工中心試驗機為平臺,以PLC 為控制核心,通過PLC 按位進行動作狀態設置,實現了加工中心單軸動作和兩軸聯動的手動切換功能。其邏輯簡單、可移植性強,并能通過程序擴展實現更多軸的聯動,可廣泛應用于船用零部件加工及其他機械加工領域中。 [詳情]
-
本文討論開放式數控系統中嵌入式軟件PLC子系統的實現方法,給出了一個軟件PLC的結構模型,對PLC的梯形圖程序編程環境、梯形圖程序與語言程序的相互轉換、PLC程序執行等軟件部件的設計和開發進行了詳細研究,并給出了一個梯形圖程序編輯及其與語言程序轉換的實例。 [詳情]
-
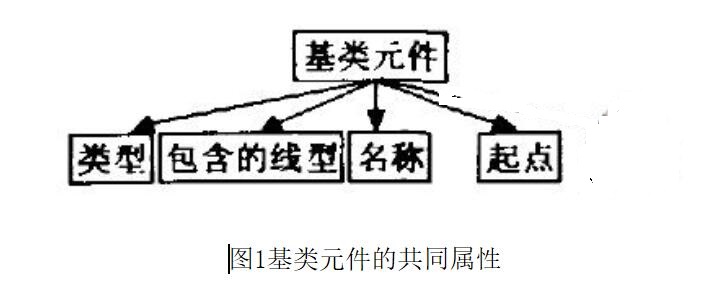
基于Windows的華中數控世紀星數控系統PLC編程系統設計
中數控世紀星數控系統采用"內裝型”PLC。在DOS環境下使用C語言對其進行編程,這種編程方法沒有采用Windows操作系統的方便和快捷,而且使用C語言編程同使用傳統的梯形圖編程相比,對編程人員的技術水平要求高,不便推廣使用。針對該問題,開發基于Windows操作環境的數控系統PLC編程系統,主要介紹該編程系統的整體設計及梯形圖元件基類的設計。 [詳情]
-
本文以華中數控系統為控制軟件,對普通車床主軸單元進行數控系統設計,主要包括主軸數控化設計的總體方案擬定、變頻調速系統的設計、主軸PLC控制設計與主軸I/O開關量的設計,主軸數控系統設計后進行PLC調試,運行結果表明,車床主軸加工的穩定性、準確性、快速性比普通車床有較大改善,主軸運行正常。 [詳情]
-

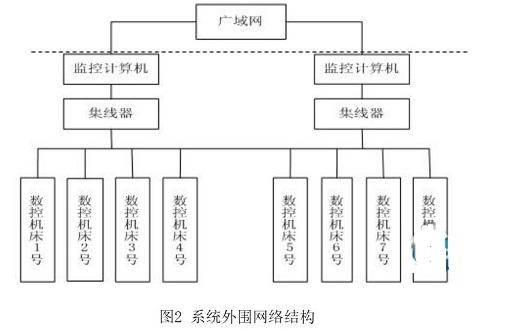
本文介紹基于S7-300PLC和組態王軟件的汽車生產線控制系統主要組成,重點是FL(;系統硬件配置及其組態,監控系統主要配置和監控功能實現方法。 [詳情]
-

在介紹步進電機升降頻調速原理及快速精確定位方法的基礎上,提出了利用PLC的高速脈沖輸出實現步進電機位置控制功能的方法,給出了精確定位的控制方案及軟件實現方法。 [詳情]
-

本文簡要分析當前自動化裝配生產過程中存在的問題,設計出由可編程控制器(PLC)控制的多工位合件自動裝配機。介紹系統組成和裝Ji~5-藝過程,探討了系統硬件、軟件的設計方案和實現。通過人機界面,可實現整個系統的監控管理、故障報警和生產統計分析。實踐證明,該裝配機可以完成不同型號產品的裝配,滿足生產需要。 [詳情]
-

隨著計算機技術的不斷發展,PLC控制技術也愈來越成熟。柔性加工系統屬于一種集成化的生產設備,是綜合了自動化控制技術、編程技術等為一體的加工系統。本文通過建立柔性制造系統,采用PLC的控制技術,探討了在硬件、軟件方面的設計研究。 [詳情]
-

文主要介紹了一種基于PLC控制的氣動機械手的工作原理及系統組成,并介紹了西門子S7-200與各元器件的連接。最后簡單分析了整個系統的工作流程及模擬實驗面板的介紹。 [詳情]



