-

數(shù)控系統(tǒng)PMAC的軟件PLC中觸發(fā)條件的應(yīng)用
本文簡要介紹PMAC運動控制器及基于PMAC的軟件PLC的特點,詳細介紹軟件PLC中邊沿觸發(fā)功能的實現(xiàn)及應(yīng)用實例。 [詳情]
-
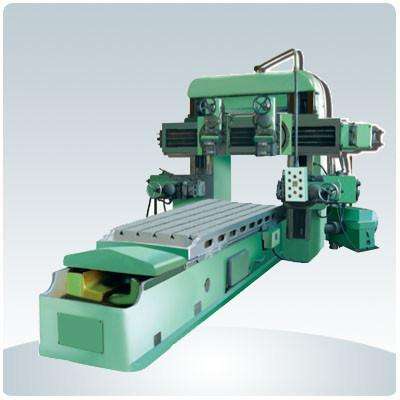
PLC和變頻器在龍門刨床主拖動系統(tǒng)中的應(yīng)用
采用PLC和變頻器對龍門刨床電氣主拖動系統(tǒng)進行改造,根據(jù)龍門刨床電氣主拖動系統(tǒng)的控制要求,對龍門刨床電氣主拖動系統(tǒng)進行了設(shè)計,改造后的龍門刨床具有結(jié)構(gòu)簡單、運行可靠和和維護方便等優(yōu)點。 [詳情]
-

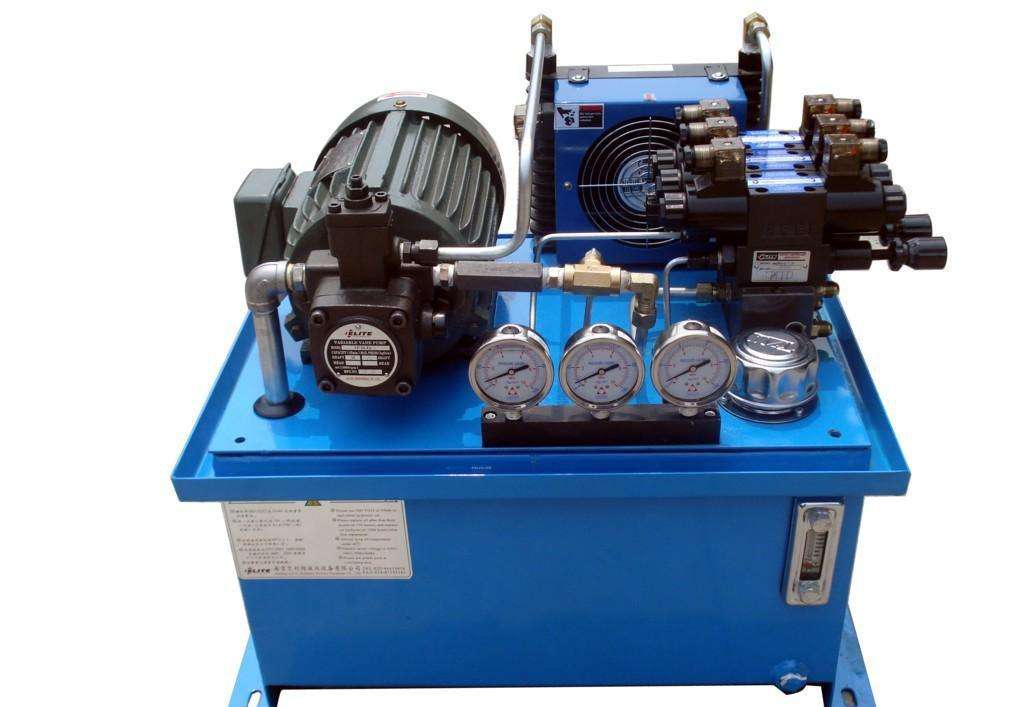
基于PLC增量式控制的動力滑臺液壓系統(tǒng)研究與實現(xiàn)
動力滑臺是組合機床上實彩走給運動的一種通用部件,采用普通調(diào)速閥的動力滑臺在工進速度切換時往拄會引起較大的液壓沖擊,通過歐姆龍的CPM1A可編程邏輯控制器和增量數(shù)字節(jié)流間來實現(xiàn)動力滑臺液壓系統(tǒng)的控制,可有效提高整個系統(tǒng)的工作穩(wěn)定性,減少系統(tǒng)的液壓沖去,提高了運行時的精確度,并且實現(xiàn)簡單,成本低,有一定的推廣性。 [詳情]
-
數(shù)控系統(tǒng)中內(nèi)嵌式PLC編程軟件的實現(xiàn)
為縮短內(nèi)嵌式PLC的開發(fā)周期.提高其通用性和擴充性.用c語言建立了內(nèi)嵌式PLC的集成編程環(huán)境編程軟件可以完成PIE信號定叉、系統(tǒng)設(shè)置和梯形圖的編譯,并形成一個完整的內(nèi)嵌式PLC模塊采用雙向鏈表的數(shù)據(jù)結(jié)構(gòu)來描述和記錄梯形圖的各種信息,以實現(xiàn)仝屏幕編輯功能.該編程軟件已成功應(yīng)用于俄羅斯539數(shù)控仿型銑床。 [詳情]
-

PLC控制變頻器技術(shù)在橋式起重機改造中的應(yīng)用
本文通過分析變頻調(diào)速技術(shù)在通用橋式起重機中的應(yīng)用,根據(jù)其原有的控制結(jié)構(gòu),綜合組態(tài)軟件和PLC、變頻器技術(shù)。提出了一個基于PLC控制變頻器技術(shù)的系統(tǒng)控制結(jié)構(gòu),并且采用此體系結(jié)構(gòu)進行了對橋式起重機變頻調(diào)速控制的研究。 [詳情]
-

基于PLC網(wǎng)絡(luò)控制技術(shù)的珩磨機運動控制
本文根據(jù)珩磨機床加工工藝原理和控制要求,構(gòu)建了基于RS-485的主從式控制網(wǎng)絡(luò)。通過該網(wǎng)絡(luò)主站PLC對各從站伺服驅(qū)動器、變頻器等的運行實施監(jiān)控。介紹了伺服驅(qū)動器及變頻器的通信協(xié)議.給出了PLC與伺服驅(qū)動器、變頻器間的通信方法。 [詳情]
-
基于PLC控制的C7620半自動卡盤車床液壓系統(tǒng)的改造
本文根據(jù)C7620車床的工作要求,對液壓系統(tǒng)做了部分改進。采用PLC對液壓系統(tǒng)進行控制,給出了相應(yīng)的梯形圖,提高了車床的工作效率。 [詳情]
-
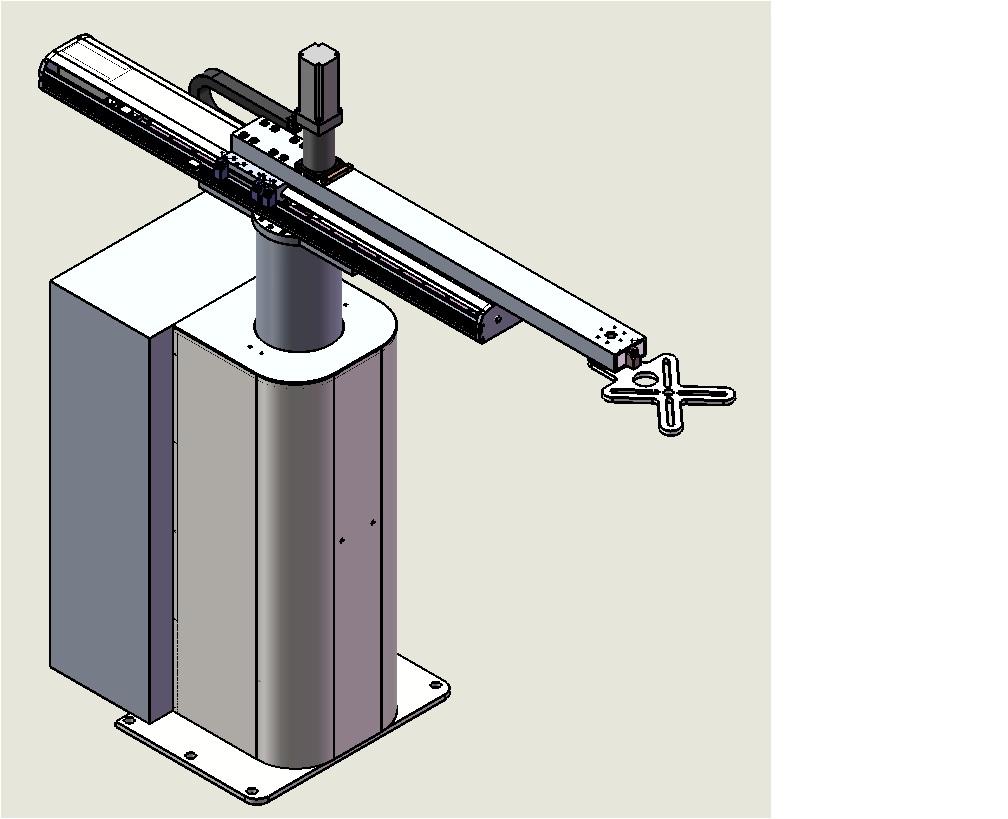
基于PLC和組態(tài)王的機械手及其控制系統(tǒng)的設(shè)計
根據(jù)機械手的工作過程和控制要求,設(shè)計了機械手的基本結(jié)構(gòu),并將西門子S7—200 PLC和組態(tài)王Kingview6.53應(yīng)用于機械手的控制系統(tǒng)。通過建立PLC和Kingview 6.53之間的通訊,利用組態(tài)軟件模擬機械手的工作過程。實驗表明,由S7—200 PLC和Kingview6.53構(gòu)成的控制系統(tǒng)人機界面簡單、易于操作、經(jīng)濟實用、可靠性高。 [詳情]
-

本文分析了雙面鉆削組合機床的工作原理和控制要求,確定了輸入和輸出元件,選擇PLC機型、設(shè)計PLC輸入/輸出接線和梯形圖,利用歐姆龍小型PLC機取代傳統(tǒng)的電氣控制,實現(xiàn)了雙面鉆削組合機床的改造。 [詳情]
-
PLC在數(shù)控加工中心刀具庫選擇中的應(yīng)用
本文介紹了利用三菱FK2N系列PLC對數(shù)控加工中心刀具庫選擇的控制,闡迷了控制方秦,同時根據(jù)數(shù)控加工中心刀具庫選擇的控制要求和特點,確定PLC,的輸入輸出分配,設(shè)計出梯形圖并進行現(xiàn)場調(diào)試。 [詳情]
-

文中首先介紹了數(shù)控車床常用的"試切對刀法”的原理及對刀思路;接著,介紹了華中世紀星車削數(shù)控系統(tǒng)的四種手動試切對刀方法;為改進其對刀精度,根據(jù)"自動試切→測量→誤差補償”的思路,設(shè)計出了用程序控制的自動試切法,并總結(jié)介紹了四種精確對刀方法。文后還給出了幾種對刀的示例程序,可能會對大家有所幫助。 [詳情]
-

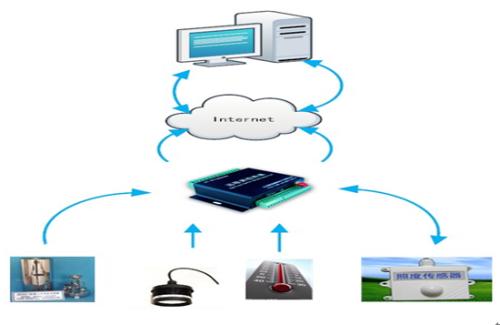
網(wǎng)絡(luò)數(shù)控系統(tǒng)及其關(guān)鍵技術(shù)分析
本文綜述了國內(nèi)外網(wǎng)絡(luò)數(shù)控系統(tǒng)研究的現(xiàn)狀,將網(wǎng)絡(luò)數(shù)控系統(tǒng)與傳統(tǒng)數(shù)控系統(tǒng)進行了對比,在此基礎(chǔ)上,分析了網(wǎng)絡(luò)數(shù)控系統(tǒng)研究中的關(guān)鍵技術(shù),并指出了基于Internet的網(wǎng)絡(luò)數(shù)控系統(tǒng)是數(shù)控系統(tǒng)的研究發(fā)展趨勢。 [詳情]
-

基于Delcam OMV在機檢測技術(shù)的航空航天產(chǎn)品數(shù)控技術(shù)
隨著現(xiàn)代數(shù)控技術(shù)的發(fā)展,數(shù)控機床的普及程度得到快速提高。作為在數(shù)控技術(shù)應(yīng)用方面的排頭兵,經(jīng)過20多年的快速積累,航空航天企業(yè)已從過去購買CAD/CAM軟件不以為用,到現(xiàn)在真正把CAD/CAM技術(shù)作為不可或缺的重要技術(shù)使用,這也足以反映出其"超前技術(shù)儲備戰(zhàn)略"的必要性。 [詳情]
-
基于PLC的T7040 金剛鏜床電氣系統(tǒng)設(shè)計
采用可編程控制器(PLC)對T7040 金剛鏜床的電氣系統(tǒng)進行技術(shù)改造,設(shè)計了機床主電路圖、PLC 的I/O 接線圖,并根據(jù)產(chǎn)品加工工藝,繪制了梯形圖程序。改造后的T7040 金剛鏜床在實際生產(chǎn)中運行平穩(wěn),生產(chǎn)效率大大提高。 [詳情]
-

基于PMC的伺服刀塔系統(tǒng)設(shè)計與實現(xiàn)
本文針對目前國內(nèi)中、低檔刀架的不足。介紹了以TBl20伺服刀架為控制對象,F(xiàn)anuc 0i數(shù)控系統(tǒng)的PMC為控制核心的伺服刀塔系統(tǒng)的硬件和軟件的設(shè)計方法,分析了PMC的控制原理,給出了部分信號的接口地址。經(jīng)實驗驗證,該伺服刀塔滿足了數(shù)控機床對核心功能部件的要求,具有較高的工程應(yīng)用價值。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS557331
- 2世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)177762
- 3中國機器人產(chǎn)業(yè)發(fā)展報告(2019)177247
- 42019世界機器人大會圓滿落幕176223
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)173105
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167482
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議159357
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠?134071
品專題")
升級")

