-

RTAI在開放式數(shù)控系統(tǒng)運(yùn)動控制器中的應(yīng)用
由于Linux不具有硬實(shí)時(shí)性,在開放式數(shù)控系統(tǒng)運(yùn)動控制器中采用RTAI(Real Time ApplicationInterrace)妻時(shí)方案來解決嵌入式Linux數(shù)控平臺的實(shí)時(shí)問題。RTAI能夠?qū)崿F(xiàn)內(nèi)核的可搶占性,實(shí)時(shí)中斷機(jī)制以及動態(tài)優(yōu)先級調(diào)度等基本實(shí)時(shí)機(jī)制;同時(shí)它完全開放源碼,方便針對嵌入式控制應(yīng)用的內(nèi)核調(diào)度機(jī)制進(jìn)行改造。文章對RTAI的特性及在基于Mpe5200數(shù)控系統(tǒng)運(yùn)動控制器中的改造和應(yīng)用進(jìn)行了研究分析。實(shí)驗(yàn)證明該方案能夠滿足嵌入式控制系統(tǒng)的實(shí)時(shí)性需求。 [詳情]
-

FANUC數(shù)控系統(tǒng)PMC控制功能在數(shù)控伺服轉(zhuǎn)塔沖床中的應(yīng)用
本文介紹了FANUC系統(tǒng)中PMC軸控制功能的應(yīng)用。具體闡述了PMC軸控制程序段數(shù)據(jù)信號的組成,各信號的含義和應(yīng)用。 [詳情]
-

不銹鋼葉輪五軸聯(lián)動數(shù)控加工中仿真技術(shù)應(yīng)用研究
本文分析了五軸聯(lián)動數(shù)控中心加工不銹鋼葉輪的技術(shù)難點(diǎn),并運(yùn)用仿真技術(shù)加以解決。提出了仿真方法和仿真流程,并基于VERICUT仿真平臺,以某型號葉輪的加工過程為例,實(shí)際進(jìn)行了仿真。仿真結(jié)果顯示加工刀具、加工參數(shù)對葉輪質(zhì)量有重要影響。分析了仿真出現(xiàn)的問題,通過改變刀具、優(yōu)化加工方案,最終完成了加工。實(shí)戲證明,仿期支術(shù)有利于提高不銹鋼葉輪的加工成功率,改進(jìn)加工質(zhì)量。 [詳情]
-

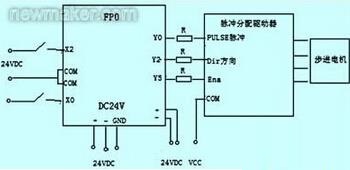
PLC在數(shù)控機(jī)床控制系統(tǒng)中的應(yīng)用
本文提出的是如何應(yīng)用永宏P(guān)LC的NC定位控制實(shí)現(xiàn)機(jī)床數(shù)控系統(tǒng)控制功能的方法來滿足控制要求,在實(shí)際運(yùn)行中是切實(shí)可行的。整機(jī)控制系統(tǒng)具有程序設(shè)計(jì)思路清晰、硬件電路簡單實(shí)用、可靠性高、抗干擾能力強(qiáng),具有良好的性能價(jià)格比等顯著優(yōu)點(diǎn),其軟硬件的設(shè)計(jì)思路可供工礦企業(yè)的相關(guān)數(shù)控機(jī)床設(shè)計(jì)改造借鑒。 [詳情]
-

基于PLC的西門子840D 系統(tǒng)數(shù)控機(jī)床故障診斷分析
本文論述了PLC 在數(shù)控機(jī)床中的功能作用,指出西門子 840D 系統(tǒng) PLC 的特點(diǎn);結(jié)合實(shí)例,闡述了利用 PLC 狀態(tài)信息和840D 數(shù)控系統(tǒng)故障的原因、檢測方法,準(zhǔn)確地判斷西門子840D 系統(tǒng)數(shù)控機(jī)床故障的方法。 [詳情]
-
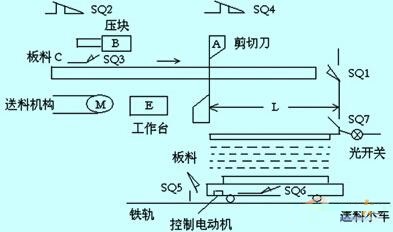
基于PLC控制的全自動剪板機(jī)系統(tǒng)設(shè)計(jì)
基于發(fā)展低成本自動化的重要性探索,以工業(yè)用剪板機(jī)為對象,討論全自動剪板機(jī)智能控制系統(tǒng)的實(shí)現(xiàn)方案。通過對自動剪板機(jī)自動控制的工作原理的分析,設(shè)計(jì)了電氣傳動部分的設(shè)計(jì)方案和PLC控制的程序流程圖。[詳情]
-
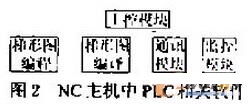
機(jī)床數(shù)控系統(tǒng)中嵌入式PLC的設(shè)計(jì)
電氣控制是數(shù)控機(jī)床的一個重要組成部分,常規(guī)的設(shè)計(jì)及應(yīng)用方法有其局限性。本文在分析現(xiàn)有方法優(yōu)缺點(diǎn)的基礎(chǔ)上,提出了一種新的開放式設(shè)計(jì)方法,對其設(shè)計(jì)思想,硬件構(gòu)成進(jìn)行了介紹,對軟件設(shè)計(jì)進(jìn)行了詳細(xì)說明。[詳情]
-
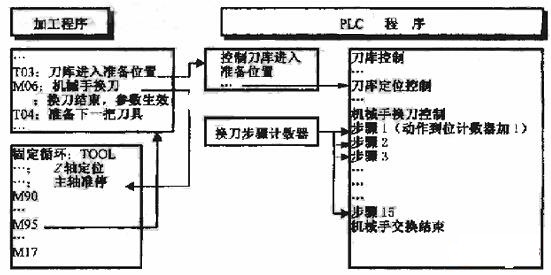
一個完善的PLC程序不僅能使機(jī)床正常運(yùn)行,還要讓人看起來一目了然,既為自己調(diào)試提供方便,還能幫助維修人員查找故障和分析原因。下面就XH756B系列臥式加工中心配SIEMENS802D數(shù)控系統(tǒng)時(shí),在自動換刀過程中機(jī)械手的編程技巧作一介紹。[詳情]
-
噴氣織機(jī)原理及PLC控制系統(tǒng)在其應(yīng)用
可編程控制器(簡稱PLC)以微處理器為基礎(chǔ),結(jié)合計(jì)算機(jī)技術(shù)、自動控制技術(shù)以及它面向控制過程,面向用戶等特點(diǎn)。近年來,國內(nèi)許多紡織廠都把PLC應(yīng)用于無梭織機(jī)的電氣控制,將人機(jī)界面、編碼器、斷紗檢測裝置、多臂機(jī)、電磁離合器以及PLC等裝置合理組合配置,構(gòu)建PLC控制系統(tǒng)控制織機(jī)的動作。PLC技術(shù)的應(yīng)用在提高織機(jī)布面質(zhì)量、擴(kuò)大織物品種、提高織機(jī)的效率、簡化操作、減輕勞動強(qiáng)度等方面起到了至關(guān)重要的作用。[詳情]
-
PLC在梳棉機(jī)步進(jìn)電機(jī)控制系統(tǒng)中應(yīng)用
隨著紡機(jī)裝備技術(shù)進(jìn)步,步進(jìn)與伺服電機(jī)運(yùn)動控制系統(tǒng)的應(yīng)用越來越廣泛,其功能多樣性和產(chǎn)品可靠性日臻完善,正在逐步取代原來的普通電機(jī)。而且隨著可編程控制器技術(shù)的日益成熟,將二者完整地結(jié)合起來,完成對各種復(fù)雜運(yùn)動的自動控制,實(shí)行機(jī)電一體化,正在成為一種趨勢。[詳情]
-
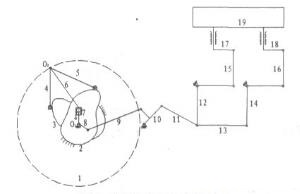
PLC在物料搬運(yùn)機(jī)械手控制中的應(yīng)用
本文通過對物料搬運(yùn)機(jī)械手裝置結(jié)構(gòu)與功能的介紹,給出了PX2N-32MR型PLC在機(jī)械手控制中的應(yīng)用實(shí)例,重點(diǎn)分析了基于PLC的機(jī)械手控制系統(tǒng)組成,并詳細(xì)論述了以PLC為核心對步進(jìn)電機(jī)和伺服氣缸進(jìn)行綜合控制的軟,硬件實(shí)現(xiàn)方法。[詳情]
-
PLC在軋鋼生產(chǎn)故障診斷中的應(yīng)用研究
plc控制軋鋼生產(chǎn)設(shè)備時(shí),設(shè)備中的壓力、溫度、液位、行程數(shù)字及操作按鈕等數(shù)字量傳感器與plc的輸入端子相連,每個輸入端子在plc的數(shù)據(jù)區(qū)中分配有一個“位”,每個“位”在內(nèi)存中為一個地址。[詳情]
-

基于PLC的840D 加工中心控制方案實(shí)現(xiàn)
本文基于840D和PLC 探討和分析了數(shù)控加工中心控制系統(tǒng)的實(shí)現(xiàn)。著重論述了PLC對分度頭的控制,PLC 對多主軸的控制以及PLC 實(shí)現(xiàn)對刀庫中刀具的識別與選刀。[詳情]
-

本文基于CAE分析軟件——ANSYS Workbench的結(jié)果,結(jié)合疲勞裂紋擴(kuò)展壽命理論,研究了基于ANSYS Workbench計(jì)算結(jié)果裂紋疲勞的分析方法。 [詳情]
-

借助CAD軟件減小覆蓋件模具的圓角時(shí),容易出現(xiàn)圓角面變形質(zhì)量差、處理效率低等問題。為此,提出了一種基于面面創(chuàng)建圓角的圓角自動減小算法,通過自動檢索圓角、查找面邊、延長面、面面倒圓角、變半徑圓角等系列算法,實(shí)現(xiàn)了圓角面的自動批量減小處理,并在國產(chǎn)CAD軟件SINOVATION的基礎(chǔ)上進(jìn)行了研發(fā),大大提高了圓角設(shè)計(jì)效率。通過在車門型面圓角減小案例中的應(yīng)用,表明該算法可以提高圓角減小的效率和變形后圓角面的質(zhì)量,滿足了模具企業(yè)高效、靈活的模具型面設(shè)計(jì)需要。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS557317
- 2世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)177524
- 3中國機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177239
- 42019世界機(jī)器人大會圓滿落幕176210
- 5世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)173090
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167472
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議159113
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?133817
品專題")
升級")

器人與智能制造")