-
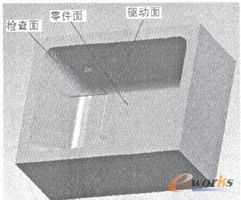
本文主要論述了NX在型腔零件數(shù)控仿真加工中的應(yīng)用。利用NX中的建模模塊實(shí)現(xiàn)了型腔零件的設(shè)計(jì),并利用加工模塊進(jìn)行該腔體零件的三軸粗加工和五軸精加工,生成NC仿真加工及NC程序。 [詳情]
-

數(shù)控技術(shù)在機(jī)械加工中的應(yīng)用及分析
隨著機(jī)械加工技術(shù)的不斷提升,給機(jī)械制造業(yè)帶來了很大的發(fā)展空闔。數(shù)控技術(shù)給機(jī)械加工帶來了很多方便,給機(jī)械制造的發(fā)展提供了重要的技術(shù)支持。對數(shù)控技術(shù)在機(jī)械加工中的應(yīng)用進(jìn)了行分析。研究了數(shù)控技術(shù)在制造業(yè)方面的發(fā)展方向。 [詳情]
-

上下料機(jī)械手的PLC控制系統(tǒng)設(shè)計(jì)
文章介紹了某小型數(shù)控車床的自動(dòng)上下料機(jī)械手的結(jié)構(gòu)、工作原理、氣壓傳動(dòng)系統(tǒng)、驅(qū)動(dòng)裝置和控制系統(tǒng),根據(jù)數(shù)控車床和機(jī)械手的工作流程,采用 S7-226 PLC 為控制系統(tǒng),編制了相應(yīng)的程序,取得了較好的效果。 [詳情]
-

本項(xiàng)目研制多軸機(jī)械手實(shí)訓(xùn)設(shè)備,該機(jī)械手采用 PLC 控制,通過編制程序控制器程序,對直流電機(jī)和步進(jìn)電機(jī)、電磁閥、行程開關(guān)、氣動(dòng)元件進(jìn)行復(fù)雜的開關(guān)量控制,從而實(shí)現(xiàn)機(jī)械手對物體進(jìn)行抓取、移、放,完成整套工件運(yùn)送工作。 [詳情]
-

PLC 控制系統(tǒng)許多都是順序控制,詳細(xì)論述了狀態(tài)轉(zhuǎn)移圖和步進(jìn)梯形圖編程、起動(dòng) - 保持 - 停止電路編程、置位和復(fù)位指令編程、移位指令編程等四種順序控制程序設(shè)計(jì)方法,提高了編程效率。 [詳情]
-
基于PLC的無線配送系統(tǒng)的設(shè)計(jì)
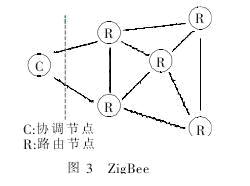
本文提出了基于PLC、監(jiān)控計(jì)算機(jī)、無線傳輸模塊組成的無線配送系統(tǒng),闡述了整個(gè)系統(tǒng)的組成,硬件的組態(tài)和軟件的設(shè)計(jì)。并且對小車定位控制、無線通信做了詳細(xì)的介紹。實(shí)際表明,該系統(tǒng)具有操作簡便、運(yùn)行穩(wěn)定、可靠性高等特點(diǎn)。 [詳情]
-
基于PLC的兩自由度并聯(lián)機(jī)械手控制系統(tǒng)研究
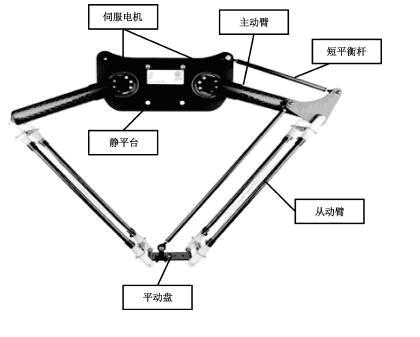
本文針對目前基于PLC的機(jī)械手控制系統(tǒng)對電機(jī)控制的實(shí)時(shí)性不佳等問題,設(shè)計(jì)了兩自由度并聯(lián)機(jī)械手控制系統(tǒng),并采用運(yùn)動(dòng)控制CPU作為控制器。通過建立數(shù)學(xué)模型對機(jī)械手進(jìn)行分析,并編制了精簡的控制程序,實(shí)現(xiàn)了機(jī)械手的高速、精確、平穩(wěn)運(yùn)行。 [詳情]
-

基于S7-200 PLC飲料混合機(jī)的控制系統(tǒng)設(shè)計(jì)
為了實(shí)現(xiàn)飲料混合機(jī)能夠完成手動(dòng)、自動(dòng)及CIP清洗功能,達(dá)到混合機(jī)能夠把水、糖漿、CO2按一定比例混合,最終能夠使飲料混合機(jī)具有故障報(bào)警提示及故障復(fù)位功能的目的。主要運(yùn)用壓力及液位傳感器、繼電器、流量計(jì)等元器件。采用了西門子S7-200 PLC處理實(shí)現(xiàn)的方法,做了PLC仿真實(shí)驗(yàn),實(shí)現(xiàn)飲料混合機(jī)的設(shè)計(jì)功能,證實(shí)了基于S7?200 PLC飲料混合機(jī)的控制系統(tǒng)設(shè)計(jì)的可行性和可靠性。 [詳情]
-
三菱PLC及網(wǎng)絡(luò)在汽車總裝線上的應(yīng)用
汽車總裝線由車身儲存工段、底盤裝配工段、車門分裝輸送工段、最終裝配工段、動(dòng)力總成分裝、合裝工段、前梁分裝工段、后橋分裝工段、儀表板總裝工段、發(fā)動(dòng)機(jī)總裝工段等構(gòu)成。 [詳情]
-

PLC在工業(yè)生產(chǎn)自動(dòng)化應(yīng)用中需注意的問題
PLC是一種用于工業(yè)生產(chǎn)自動(dòng)化控制的設(shè)備,一般不需要采取什么措施,就可以直接在工業(yè)環(huán)境中使用。然而,盡管有如上所述的可靠性較高,抗干擾能力較強(qiáng),但當(dāng)生產(chǎn)環(huán)境過于惡劣,電磁干擾特別強(qiáng)烈,或安裝使用不當(dāng),就可能造成程序錯(cuò)誤或運(yùn)算錯(cuò)誤,從而產(chǎn)生誤輸入并引起誤輸出,這將會(huì)造成設(shè)備的失控和誤動(dòng)作,從而不能保證PLC的正常運(yùn)行,要提高PLC控制系統(tǒng)可靠性,一方面要求PLC生產(chǎn)廠家提高設(shè)備的抗干擾能力;另一方面,要求設(shè)計(jì)、安裝和使用維護(hù)中引起高度重視,多方配合才能完善解決問題,有效地增強(qiáng)系統(tǒng)的抗干擾性能。 [詳情]
-

PLC[可編程控制器]基礎(chǔ)及發(fā)展應(yīng)用
PLC是一種專門為在工業(yè)環(huán)境下應(yīng)用而設(shè)計(jì)的數(shù)字運(yùn)算操作的電子裝置。它采用可以編制程序的存儲器,用來在其內(nèi)部存儲執(zhí)行邏輯運(yùn)算、順序運(yùn)算、計(jì)時(shí)、計(jì)數(shù)和算術(shù)運(yùn)算等操作的指令,并能通過數(shù)字式或模擬式的輸入和輸出,控制各種類型的機(jī)械或生產(chǎn)過程。PLC及其有關(guān)的外圍設(shè)備都應(yīng)該按易于與工業(yè)控制系統(tǒng)形成一個(gè)整體,易于擴(kuò)展其功能的原則而設(shè)計(jì)。本文論述了PLC的內(nèi)部結(jié)構(gòu),發(fā)展歷史及其基本原理構(gòu)成。 [詳情]
-

12軸淬火機(jī)床數(shù)控系統(tǒng)的開發(fā)應(yīng)用
本文介紹使用三菱M65CNC開發(fā)12軸淬火機(jī)床電控系統(tǒng)的技術(shù)要點(diǎn),以及雙系統(tǒng)編程、中斷功能、旋轉(zhuǎn)軸聯(lián)動(dòng)等技術(shù)的使用。 [詳情]
-

本文介紹了用可編程序控制器來對雙柱立式車床控制系統(tǒng)進(jìn)行現(xiàn)代化改造,簡要敘述了雙柱立式車床的工作原理及用PLC進(jìn)行改造設(shè)計(jì)的方法和設(shè)計(jì)步驟,并給出PLC編程程序梯形圖。PLC控制的特點(diǎn)使原機(jī)床控制大大的簡單化,并且維修方便,易于檢查。節(jié)省大量的繼電器元件,使機(jī)床的工作效率更高。 [詳情]
-

西門子Simotion運(yùn)動(dòng)控制系統(tǒng)在托輥管生產(chǎn)中的應(yīng)用
本文分析了托輥管生產(chǎn)線的工藝流程。結(jié)合西門子Simotion運(yùn)動(dòng)控制系統(tǒng),設(shè)計(jì)了~種全自動(dòng)托輥管生產(chǎn)線。采用伺服技術(shù)進(jìn)行定長送料。運(yùn)用三鋸片進(jìn)行環(huán)切,保證了管料的精確快速切割;同時(shí)將SIEMENSSimotion D運(yùn)動(dòng)控制系統(tǒng)、伺服功率單元、變頻器MM440、觸摸屏TPl77B、遠(yuǎn)程輸入輸出模塊E1r200M作為生產(chǎn)線的主要控制單元。使機(jī)床的操作更加靈活可靠。大大降低了勞動(dòng)者的勞動(dòng)強(qiáng)度。提高了勞動(dòng)生產(chǎn)率。 [詳情]
-
基于西門子S7—200的直線插補(bǔ)和圓弧插補(bǔ)研究
PLC憑借其可靠性高、成本低、實(shí)用性強(qiáng),具有邏輯運(yùn)算等功毹在工業(yè)自動(dòng)化中大量使用。其小型PLC由于沒有插補(bǔ)指令限制了在數(shù)控方面的應(yīng)用。文中使用其自帶的邏輯運(yùn)算指令,實(shí)現(xiàn)直線和圓弧的插補(bǔ)。以西門子的小型PLCS7—200為例,結(jié)合步進(jìn)電機(jī),具體地闡述硬件接線和程序設(shè)計(jì)來完成這一功能。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS557318
- 2世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)177550
- 3中國機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177241
- 42019世界機(jī)器人大會(huì)圓滿落幕176213
- 5世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)173093
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167473
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議159140
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?133843
品專題")
升級")

器人與智能制造")