一、大型高精度輥面外圓的磨削方法
附圖所示大型高位置精度輥,材質為45鋼。原來在M1450型萬能磨床上磨削時,用工件兩端中心孔定位,粗磨輥面,精磨兩端軸承位,再用軸承位定位,用千分表檢測,其輥面徑向跳動誤差比圖樣要求大10多倍(0.04~0.06mm)。想辦法幾次試磨都不見提高,遠遠達不到圖樣要求的徑向跳動0.003mm。因此,在不斷總結經驗的基礎上,采用下面的新方法,磨削了幾根,均達到了圖樣的要求。
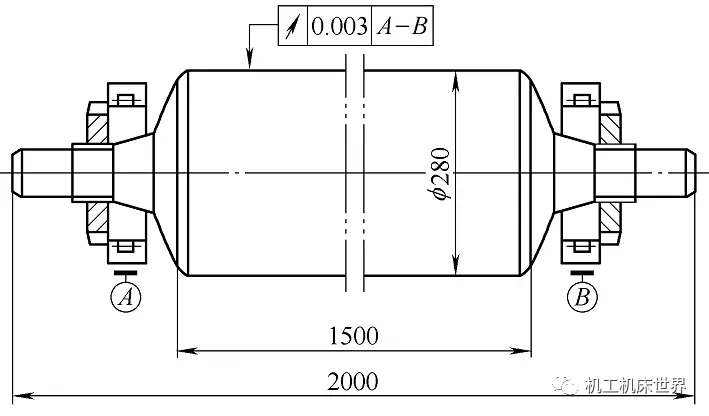
在機械加工中,選擇定位基準時,應遵循基準重合、基準統一和互為基準的原則,以達到較高的位置精度。此輥在檢測和裝配時,都是以軸承位為定位基準。所以在磨削加工時,也應以軸承位作為定位基準,才能達到基準重合、統一和互為基準的原則。
磨削輥面前,先用工件兩端中心孔定位,將輥頸(兩軸承位)磨至要求。再把檢查好的軸承裝在兩端軸承位上,并用螺母調整好兩端軸承的間隙,達到裝配使用的要求。
精磨輥面時,先用工件兩端中心孔和磨床兩頂尖定位后,再用兩個封閉中心架分別架在兩端軸承外圓上。架好中心架后,把兩端頂尖從工件中心孔中退出,在工件左端安裝好雞心夾頭,用磨床頭架撥桿帶動工件旋轉進行半精磨。在最后精磨時,必須勤修整砂輪,以保持砂輪鋒利,并減小磨削深度,以減小磨削力。還必須調低磨床導軌油壓,減小導軌油膜厚度,來提高導軌運動剛度,但必須使工作臺運動時無爬行。磨到工藝直徑后,必須進行無火花磨削兩三個行程。這樣磨削后,在大平臺上,把軸頸用兩個等高V形鐵支承在軸承上,用千分表檢測輥面各部的徑向圓跳動均小于0.003mm。
二、空心細長軸的磨削方法
工件壁厚為孔徑的1/6左右、長徑比大于15以上的工件,稱為空心細長軸。這類工件的毛坯多為厚壁無縫鋼管或經過車削鉆通孔的活塞桿和檢驗棒。它們的壁厚不均勻,在車削完外圓后又增大了原有的內應力。在配上孔堵磨外圓時,產生的熱量容易引起工件變形和導熱不均勻,往往產生單面磨削現象(磨削火花斷斷續續、時有時無),直接影響磨削后工件的圓度,因而成為磨削時的一大難題。
磨削此類工件前,需要車削外圓。為了便于裝夾,先將工件兩端面去平并車圓內孔,然后在兩端內孔配做帶有C型中心孔的孔堵,以便于裝卸。在磨削外圓時,為了防止斷續磨削和磨后工件不圓以及磨削中的變形和燒傷現象,可將工件一端的孔堵卸下,在工件孔中灌滿水,再把孔堵裝上。這樣既排除了孔中的空氣,又改善了散熱和冷卻效果,減小了磨削過程中工件的受熱變形,消除了單面磨削和燒傷現象。磨削完后,卸下孔堵倒出水即可。采用上述方法,在生產中成功磨削了幾十根不同材料、不同規格的空心細長軸,都獲得了滿意的效果。
(審核編輯: 智匯胡妮)
分享



