1.復雜型面的主要加工方法
復雜型面在工具和模具制造中的出現是大批量市郊率生產的產物。在汽車工業中使用的鍛模和沖模在數控機床出現以前主要以手工方式制造。至70年代以后,數控機床在工具和模具制造中得到了廣泛的應用,復雜型面的基本輪廓通常用銑削加工,最初使周圍數控機床為三軸聯動。進入80年代后,五軸聯動的銑床在復雜型面加工中得到了廣泛的應用,銑削后的工件輪廓已經十分接近工件的最終形狀,但最后一道精整工序仍為手工操作。80年代末期,高速切削技術逐步發展成熟,它在工業生產中的應用從機床、刀具及其他相關技術方面都得到了不斷的完善。由于高速切削能夠成倍地提高進給速度,所以在不降低生產效率的情況下使減少進刀間距成為可能,從而為提高工件的形狀精度和降低表而粗糙度提供了前提條件。目前,高速銑削加工過的工件多數已不再需要最后一道手工加工的工序,而直接可以投入使用。 新型刀具材料如氧化鋁基陶瓷、氮化硅基陶瓷、金屬陶瓷、硬質合金特別是超硬鍍膜的不斷發展,使硬面銑削成為可能。模具的型面可以在淬火后銑削成形,從而可避免在銑削后再淬火而引起變形。這樣既簡化了加工過程,又可以提高工件精度。 另外,隨著精密鍛造在模具制造中的應用,鍛打后的模具毛坯已經具有其基本形狀,所剩的加工余量與整塊毛坯銑削時相比已經微不足道,在這種情況下,除銑削外,還可以通過高效磨削進行加工。與硬面銑削相比,高效磨削不但可以提高工件的形狀精度,而且可以改善工件的表面粗糙度。高效磨削的方法很多,通常采用的有球面砂輪高速磨削和小直徑帶輪的砂帶磨削。
2.復雜型面數控加工的技術關鍵
1)五軸多功能加工中心 工具和模具中常見的三維自由曲面通常在五軸聯運的加工中心上進行切削。由于工件的材料大多為合金鋼或工具鋼,機床的結構和數控系統必須考慮加工過程中生產率和工件精度的要求,并以此為依據進行適當的布局和優化。為了保證機床在切削各種模具材料時不發生太大的變形,在確定機床布局時,機床剛度應放在首位。較大的五軸加工中心,多半采用龍門式結構,一些中小尺寸的五軸加工中心有時也采用立柱式結構。 進入21世紀以來,復雜型面在生產中幾乎全部以高速切削的方式進行加工。目的是為了提高生產效率,降低產品的成本,同時提高工件的形狀精度和降低表面粗糙度。為了滿足高速切削的需要,機床的主軸幾乎無一例外地采用電主軸。主軸轉速根據所用刀具直徑的不同進行無級變速,轉速范圍從每分鐘幾千轉至幾萬轉。滑臺的驅動系統在高速切削時也不同于常規加工中心,常用的系統有高速絲杠螺母副驅動和直線電機驅動,最大的進給速度可以達到100m/min以上。
在加工復雜型面時,機床的數控系統也必須滿足一些特殊要求。比如,復雜型面的數控加工程序一般在CAD/CAM軟件上生成,一個型面的程序往往需數兆字節(Byte)的儲存空間,用軟盤傳遞數控程序已經沒有可能。所以數控系統必須有與其他計算機系統聯網的功能,以便直接從CAD/CAM上接收數控程序。 此外,數控系統還必須采用先進的控制技術,首先要求有前瞻(Look Ahead)的功能。也就是說,在機床加工某一軌跡前,數據系統對要加工的曲面進行預先分析,根據曲面各點的曲率以及各相鄰點的銜接關系,適當調整機床的進給速度,以便在保證工件精度的前提下達到最高的生產率。為了減少加工過程中的動態誤差,新型的數據系統伺服誤差的校正不再采用以往的串聯式比例微分積分(PID)調節器,而是采用按位置和速度等狀態參數進行補償的狀態調節器,采用這種調節器可以徹底消除驅動滯后誤差,補償由于間隙或摩擦引起的非線性誤差,甚至可以抵消機床的某些振動,從而達到提高工件形狀精度和降低表面粗糙度的要求。
2)刀具系統 刀具系統在加工復雜型面時對生產效率和加工質量起決定性作用。在選用刀具系統時,必須首先從被加工年零件幾何形狀出發,合理采用刀具的種類。如圖1所示的工件,各個部位的幾何形狀差異很大。如果只采用球頭銑刀進行加工,則必須選用直徑很小的球頭銑刀,這樣就很難提高加工效率。另外,某些部位的圓弧半徑很小,即使用很小的球頭銑刀也無法加工。因此,考慮到生產效率和工件形狀兩方面的要求,在加工復雜型面的五軸聯動加工中心上必須配備其他類型的銑刀,如端銑刀和三面刃銑刀等。
下圖是一些選用銑刀類型。只要尺寸允許,不管是哪種形狀的刀具,切削刃宜采用機夾可轉位銑刀片。這樣的刀具由于刀片和刀體可以進行多種組合,且刀片和刀體可以在不同公司進行生產,所以可形成大規模專業化生產,既有利于提高刀具的質量,又有利于降低刀具的生產成本。

圖 復雜型面常用的銑刀(型號F)和接長刀桿(型號A)
目前市場上的可轉位刀片,大多采用CVD鍍膜的硬質合金刀片。為了達到更高偽抗磨損性,可轉位刀片均采用多層鍍膜。比知用Al2O3可以提高刀片的化學穩定性。用TiN和TiCN則可增強刀片的耐磨性。為了增強刀片的鋒利的程度,鍍膜除了可用低溫CVD方法生成外,還可以用PVD方法產生。有些加工對刀片的要求十分嚴格,刀片既要有鋒利的切削刃,以降低精加工表面的粗糙度,又要有極高的耐磨性,以保證工件的形狀精度。這種性情況下,必須采用多種鍍膜的組合。有的刀片為了確保使用過程上萬無一失,鍍膜層數可多達100層。
3) 工藝過程的優化 刀具的壽命與進給量、切削速度和切削深度密切相關。最佳切削用量常常是一個很小的范圍,要根據具體的刀具與工件材料情況進行確定。 此外,切削策略如:走刀路徑的規劃,刀具軸線曲面法矢(曲面在該點的法向方向)或沿曲面切矢(曲面在該點的切線方向)的不同方式等,也是加工復雜型面的一個關鍵性因素。它不僅影響被加工工件的表面粗糙度,也影響到工件的形狀和尺寸精度。圖1是加工一個柱形曲面時采用的不同切削策略。在圓周方向進行切削,刀具軌跡要進行兩軸聯動插補。在用沿母線方向進行切削時,刀具只需作單軸的插補。另外,不同的切削方法,刀具的磨損差別很大,順銑時的刀具磨損明顯低于逆銑,往復銑削時的磨損遠遠大于單向銑削。

圖1 銑削方式和走刀路徑的規劃
為了提高加工過程的穩定性,優化切削策略時,必須保證切削的連續性,同時盡可能減少走刀運動和空行程,以便縮短切削時間。粗銑鋼件時,必須保證連續順銑,盡量降低刀刃在切削過程中切削量波動的峰值。
加工圖2所示的工件時,假如采用圖5a所示的行切軌跡分區加工;刀具的運動很不合理,切削條件很不理想,加工時間需要33min,工件表面粗糙度為6~9μm。倘若改用圖3b所示的圈切軌跡分區進行加工,加工時間約需27min,工件的粗糙度也可降至2~4μm。

圖2 復雜型腔曲面的外觀
1.坡形臺階面;2.光順的側壁
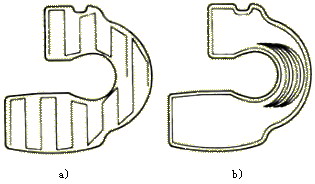
圖3 圈型腔走刀路徑的規劃
a.不合理;b.合理
(審核編輯: Doris)
分享



