1、引言
傳統(tǒng)的普通鉆床鉆孔的精度和效率受到工人的熟練程度、疲勞程度等人力因素影響較大,要想達(dá)到高精度和高效率就十分不容易。基于此問題,我們開發(fā)了數(shù)控鉆床,它可以按照輸入的進(jìn)刀曲線連續(xù)工作,始終保持高精度和高效率。
2、控制要求
數(shù)控鉆床的控制要求為:(1)控制系統(tǒng)應(yīng)可調(diào)整鉆孔加工程序選擇;(2)不同的加工階段可以選擇不同的加工速度和加工深度。空程的時(shí)候的進(jìn)刀曲線如圖1所示,加工的進(jìn)刀曲線如圖2所示:(3)主軸轉(zhuǎn)速應(yīng)可調(diào)節(jié),且范圍應(yīng)寬廣。(4)加工精度高,加工深度誤差小于0.05mm。
.jpg")
圖1 空程時(shí)候的進(jìn)刀曲線圖
圖2 加工的進(jìn)刀曲線圖
3、系統(tǒng)的硬件設(shè)計(jì)
根據(jù)系統(tǒng)的控制要求配置硬件如下:
•控制器:1個(gè)西門子公司的s7-200系列cpu222plc; •人機(jī)界面:一個(gè)dp210; •外設(shè):2個(gè)步進(jìn)電機(jī)、2個(gè)步進(jìn)電機(jī)驅(qū)動(dòng)器、2個(gè)三相電機(jī)、1臺(tái)變頻器、1個(gè)em222、8個(gè)電磁開關(guān)、4個(gè)光電傳感器和1個(gè)霍爾傳感器。系統(tǒng)的硬件結(jié)構(gòu)如圖3所示。

圖3 系統(tǒng)的硬件結(jié)構(gòu)圖
表1 輸入端子分配
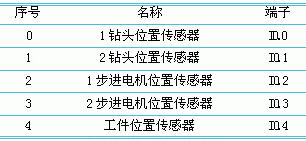
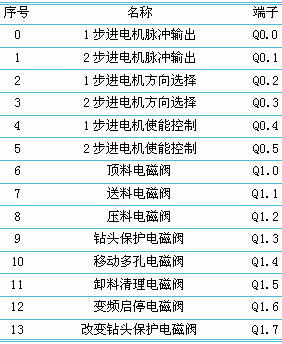
表2 輸出端子分配
3.1 系統(tǒng)的i/o點(diǎn)分配
由硬件結(jié)構(gòu)圖可知,系統(tǒng)需要5個(gè)輸入點(diǎn)和14個(gè)輸出點(diǎn)。cpu222plc有8個(gè)輸入點(diǎn)和6個(gè)輸出點(diǎn),因此需要增加一個(gè)擴(kuò)展模塊,選用有8點(diǎn)輸出的數(shù)字量擴(kuò)展模塊em222。輸入點(diǎn)是i0.0~i0.7;輸出點(diǎn)是q0.0~q0.5和q1.0~q1.7。分配情況見表1和表2;
3.2 控制器
系統(tǒng)的關(guān)鍵設(shè)備是plc。plc是以單片機(jī)為核心,專門用于工業(yè)過程自動(dòng)化控制的電腦器件,具有極高的可靠性和穩(wěn)定性。本系統(tǒng)選用西門子公司的s7-200系列cpu222plc作為控制核心,利用cpu222的2路獨(dú)立的20khz的高速脈沖輸出來控制步進(jìn)電機(jī)的運(yùn)動(dòng)。此高速脈沖信號(hào)不能用來直接驅(qū)動(dòng)步進(jìn)電機(jī),需通過步進(jìn)電機(jī)驅(qū)動(dòng)器將功率放大后才能起作用。5路數(shù)字量輸入分別與5個(gè)傳感器相連接,用來判斷鉆頭位置,步進(jìn)電機(jī)位置,工件的位置。14路數(shù)字量輸出中,有6路用來控制步進(jìn)電機(jī)驅(qū)動(dòng)器,8路用來控制電磁閥開關(guān)。
plc本機(jī)有一個(gè)通信口,為標(biāo)準(zhǔn)rs-485接口,在plc與上位機(jī)進(jìn)行通信時(shí)需將rs-485接口轉(zhuǎn)換為標(biāo)準(zhǔn)rs-232接口,可以采用西門子提供的隔離型pc/ppi電纜進(jìn)行轉(zhuǎn)換。該電纜有撥碼開關(guān)可以進(jìn)行設(shè)置。在上位機(jī)上將控制軟件編寫好后,通過此線下載程序并監(jiān)視程序的運(yùn)行情況。為了降低成本,在程序調(diào)試好以后就可以不必用上位機(jī)進(jìn)行操作和控制,而是用簡單的操作面板即可,本系統(tǒng)選用的是dp210操作面板。
3.3 系統(tǒng)的外設(shè)
根據(jù)系統(tǒng)對鉆孔精度的高要求,選用步進(jìn)電機(jī)來控制孔的加工。步進(jìn)電機(jī)可以精確到一個(gè)脈沖,在本系統(tǒng)中一個(gè)脈沖的精度是0.005mm。步進(jìn)電機(jī)驅(qū)動(dòng)器用于驅(qū)動(dòng)步進(jìn)電機(jī),從而控制鉆頭的動(dòng)作,完成鉆孔。步進(jìn)電機(jī)驅(qū)動(dòng)器接收plc的信號(hào),包括cp步進(jìn)脈沖信號(hào),dir方向信號(hào),free脫機(jī)信號(hào),經(jīng)過其內(nèi)部的功放電路和處理電路后輸出到后面連接的兩相步進(jìn)電機(jī)。步進(jìn)電機(jī)根據(jù)信號(hào)的變化來產(chǎn)生相應(yīng)的動(dòng)作。電磁閥直接接受來自plc的控制信號(hào)產(chǎn)生動(dòng)作。另外,plc直接接受傳感器的信號(hào),通過內(nèi)部程序的運(yùn)算和邏輯判斷來決定輸出。
變頻器用來控制主軸三相電機(jī)的轉(zhuǎn)速。本系統(tǒng)中變頻器采用基本參數(shù)運(yùn)行模式,由電位器來設(shè)定運(yùn)行頻率,變頻器的啟動(dòng)和停止由外部端子控制。根據(jù)不同工件的特點(diǎn),通過旋轉(zhuǎn)電位器來改變主軸電機(jī)的轉(zhuǎn)速,外部端子的信號(hào)由plc的第12路數(shù)字量輸出控制。
4、系統(tǒng)的軟件設(shè)計(jì)
系統(tǒng)的軟件包括人機(jī)交互界面dp210程序和系統(tǒng)的主控程序plc程序。dp210程序完成操作人員同plc之間的對話,主要是各個(gè)操作畫面之間的相互切換和每個(gè)操作畫面當(dāng)中各個(gè)按鍵動(dòng)作所對應(yīng)的plc程序的控制位。程序畫面要與生產(chǎn)現(xiàn)場的工作流程相適應(yīng),越是前面的畫面就越是使用頻率高的畫面。
plc程序接收到dp210的操作信號(hào)后,按照工作要求進(jìn)行整個(gè)鉆孔工作的控制。主程序的流程圖如圖4所示。 plc主控程序中的核心控制是對步進(jìn)電機(jī)的控制,啟動(dòng)1#步進(jìn)電機(jī)的程序如圖5,控制步進(jìn)電機(jī)方向的程序如圖6。

圖4 主程序的流程圖

圖5 1#步進(jìn)電機(jī)的程序圖

圖6 控制步進(jìn)電機(jī)方向的程序圖
5、結(jié)束語
本文所設(shè)計(jì)的系統(tǒng)操作簡單,加工產(chǎn)品范圍廣,加工精度高,已經(jīng)成功應(yīng)用于生產(chǎn)實(shí)踐當(dāng)中。該鉆床目前已經(jīng)在某表帶生產(chǎn)廠進(jìn)行表帶鉆孔生產(chǎn)。自從開始生產(chǎn)以來,系統(tǒng)運(yùn)行穩(wěn)定,產(chǎn)品質(zhì)量顯著提高,廢品率明顯下降。同時(shí),極大的減輕了工人的勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率。還可以用于其它精密器件的鉆孔,最小孔徑可達(dá)到0.5mm。
(審核編輯: Doris)
分享
品專題")
升級")

器人與智能制造")