-
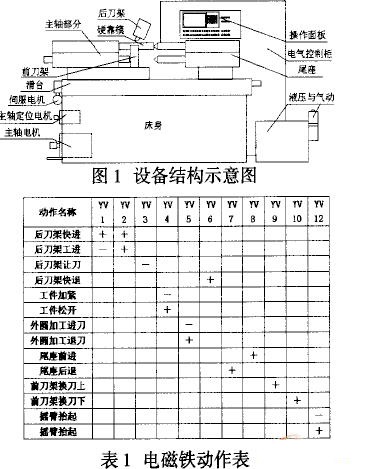
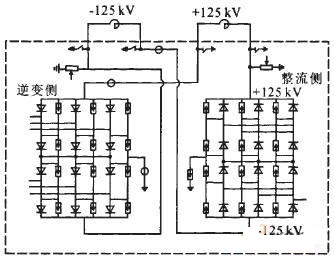
本文闡述了活塞外圓和端面硬靠模加工及頭部倒角的工作原理,詳細介紹了采用可編程序控制器和經濟型數控系統聯合實現電氣控制的具體方案,給出了電氣控制系統的硬件電路圖、程序流程圖。該方案解決了可編程序控制器與數控制系統的協調工作問題,實現了活塞外圓的硬靠模仿形粗車與精車、換刀、硬靠模車端面、頭部倒角、主軸高低速切換等功能的自動控制,并且能夠實現主軸定位準停、工件夾緊、吹掃、故障報警等控制功能。[詳情]
-

本文針對數控加工中傳統夾具生產效率低、夾緊力不可控等問題,以發動機缸蓋的加工工藝系統為研究對象,基于高速開關電磁閥控制原理,設計了一種以PLC為基礎的數控夾具壓力控制系統,給出了該系統中液壓系統、PLC控制系統和人機交互系統的詳細設計方案。該系統能夠很好地適應加工過程中切削力的變化,在一定程度上提高了生產效率和加工質量。最后通過測試實驗驗證了系統的可行性。[詳情]
-
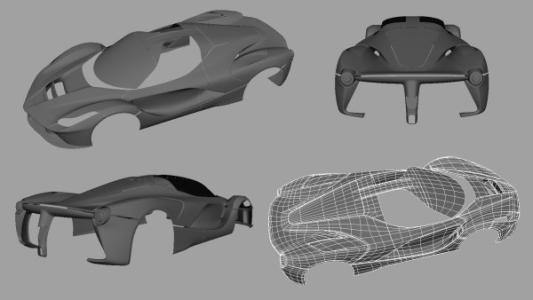
東北——華北聯網高嶺背靠背換流站工程(高嶺背靠背工程)是西電公司承擔的國家重點工程,其中晶閘管換流閥是高嶺背靠背工程換流站的核心設備,高嶺背靠背工程實現東北——華北電網的聯網,是西安西電電力整流器有限責任公司(西整公司)首次承擔制造的國內最大商業運行背靠背工程,是國內第一次獨立進行±125kV直流背靠背工程晶閘管換流閥的設計、制造、絕緣型式試驗、運行型式試驗和現場調試的工程。[詳情]
-
與大型企業相比,中小企業的規模小、實力弱,專業計算機技術人員少,但經營靈活、對市場的反應快,這種企業很適合應用CAD/CAM系統。[詳情]
-

現代大工業的發展使得工業控制設備變得越來越復雜,自動化程度越來越高。由于自動控制的故障引起的生產停頓造成的損失是巨大的,而生產企業的維護能力有限,迫切需要建立起遠程實時監測和診斷系統,由設備提供商、企業技術人員和行業專家共同實現及時、準確的預防和診斷設備故障。[詳情]
-

結構和零件的微型化是技術領域的發展趨勢之一,開發經濟上可行的微細加工技術對于微型技術的發展具有重要意義。[詳情]
-

在提高加工效率方面,減少加工工序,進行復合加工,也是提高加工效率非常有效的手段。 減少加工工序我在同許多制造企業的同行交流時,發現他們通常會比較注重切削的三大要素(切削速度、進給、切削深度),而對減少加工工序卻沒有給予充分的關注。其實,減少加工工序經常會比提高切削參數更為有效。[詳情]
-

電磁成形是一種高能率成形方法,電磁成形具有生產效率高、工裝簡單、可提高某些材料的塑性、對環境的污染小等優點。[詳情]
-

麻花鉆是耗損量最大的刀具之一。半封閉的切削環境和特殊的幾何結構,使其鉆削溫度高于相同條件下車削和銑削溫度,再加上鉆刃各處的切削速度、幾何參數都會發生變化,從而導致麻花鉆的使用壽命遠遠低于其它刀具,難以適應機床高速化和被加工材料高硬度化的趨勢。[詳情]
-

現代精密測量技術是一門集光學、電子、傳感器、圖像、制造及計算機技術為一體的綜合****叉學科,涉及廣泛的學科領域,它的發展需要眾多相關學科的支持。[詳情]
-

隨著國內汽車制造業的快速發展,發動機零部件的機械加工水平不斷提升,為適應激烈的市場競爭,柔性加工生產線(FMS)應運而生。[詳情]
-
刀具的磨損不僅影響機床的切削狀態,而且與工件加工質量密切相關,因此刀具狀態的實時監測是保證加工質量的一項重要措施,而刀具磨損程度的評價指標是刀具狀態監測的基礎。[詳情]
-

高精度的機床、機床上的探測技術及非接觸式對刀技術的發展為模具加工的自動化和快速成型提供了強大的工具。 [詳情]
-
過渡表面(同義詞:加工表面)----工件上由切削刃形成的那部分表面,它將在下一個行程,刀具或工件的下一轉里被切除,或者由下一個切削刃切除。[詳情]
-

高速切削已成為現代制造技術的一個主要發展方向。由于高速切削刀具的開發與應用直接影響高速切削的加工效率和加工質量,因此具有非常重要的意義。[詳情]



