-

本文針對龍門吊抓取貨物時通過限界過于狹窄的缺點,本文提出了基于PLC控制的自動轉向系統實現方案,保證了龍門吊轉向控制的安全性和可靠性,并增強了控制系統的靈活性[詳情]
-
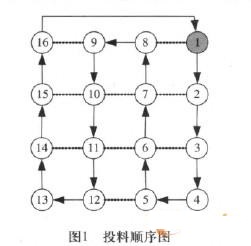
實現摩擦材料生產線的自動化。設計了自動投料系統。采用高精度傳感器進行稱重。采用數控滑臺控制料杯的位置,用PLC控制步進電機來實現滑臺的位置控制。并對系統硬件結果和軟件系統進行設計,制作了樣機。實踐表明,該系統運行穩定,成本低廉,適合推廣使用。[詳情]
-
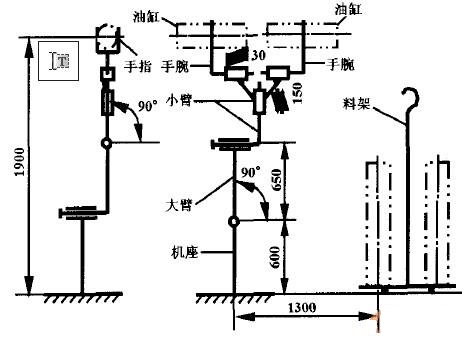
本文以數控機床的上下料機械手為研究對象,采用可編程控制器(PLC)對其液壓驅動裝置進行控制,實現了系統的智能化和柔性化。對系統的工作原理及機械本體、液壓驅動和PLC控制方案等方面進行了較為詳盡的論述。[詳情]
-
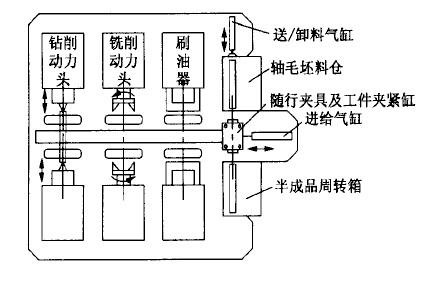
文章在分析軸類零件傳統加工工藝的基礎上,推出了一種基于PLC控制的軸加工組合機床,闡述了其機械結構與控制系統,該機床將銑削動力頭、鉆削動力頭和刷油器對稱直線布置,采用氣缸實現工件的裝卸與各工位的往復循環,該組合機床各功能部件對稱直線布置的這一結構特點,為其結構的簡化與功能的柔性化奠定了良好的基礎,是一款加工軸類及箱體類工件的經濟實用型專用設備。[詳情]
-
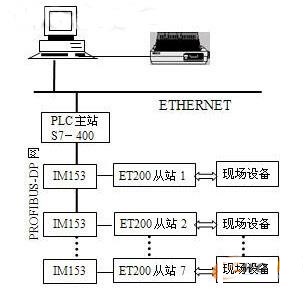
基于PROFIBUS-DP的鋼鐵造型生產線PLC控制系統設計
本文介紹了某鋼鐵廠造型生產線PLC控制系統技術改造方案,本系統采用PROFIBUS-DP過程現場總線技術實現主站與從站的數據交換和分布式控制功能,通過上位機進行集中控制,完成可視化人機操作界面、通信、聯網等功能。該方案適用于其它工業控制系統。[詳情]
-

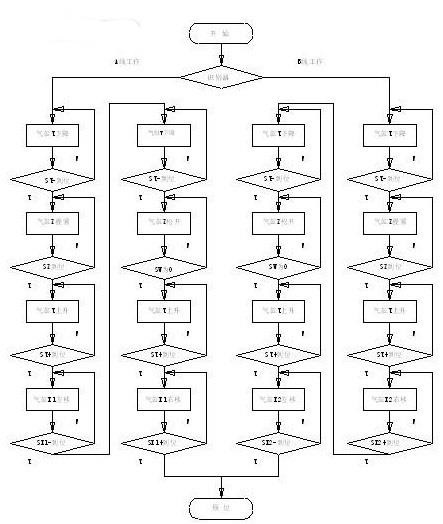
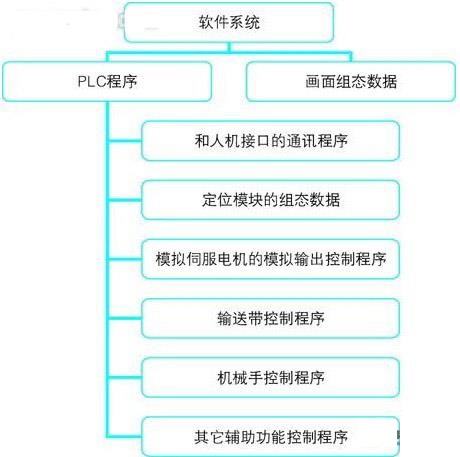
本文通過對自動生產線上2種工件進行自動分選,對自動分選裝置動作過程進行分析,按實際工況要求,設計出自動控制系統。闡述系統中各軟硬件的配置,及系統中順序控制智能化創新設計和解決的關鍵問題。[詳情]
-
本文簡要介紹PMAC運動控制器及基于PMAC的軟件PLC的特點,詳細介紹軟件PLC中邊沿觸發功能的實現及應用實例。[詳情]
-
基于西門子S7-200PLC控制器,研究現代加工中心隨機換刀方式的實現方法,通過編程方式著重介紹刀庫定位的控制過程,同時給出相應的控制流程圖和梯形圖程序。[詳情]
-
本文介紹了西門子S7-400H可編程控制器(PLC)的結構和工作原理,以及在石化裝置應用過程中的故障分析和相應的處理方法。[詳情]
-
本文以Supfina公司生產的雙軸平面磨床為例,在詳細的敘述該機床的結構和工藝流程的基礎上,介紹S7-300 PLC應用技術。[詳情]
-
目前,在我國冶金行業中,大多數三相電弧冶煉電爐是靠人工凋整電弧電流進行控制的。由于電弧爐的非線性、大滯后、強耦合、時變及隨機干擾較強等難點[詳情]
-

采用可編程控制器(PLC)對T7040 金剛鏜床的電氣系統進行技術改造,設計了機床主電路圖、PLC 的I/O 接線圖,并根據產品加工工藝,繪制了梯形圖程序。改造后的T7040 金剛鏜床在實際生產中運行平穩,生產效率大大提高。[詳情]
-

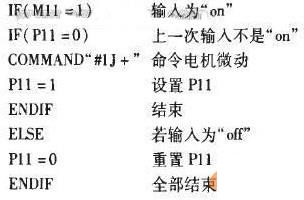
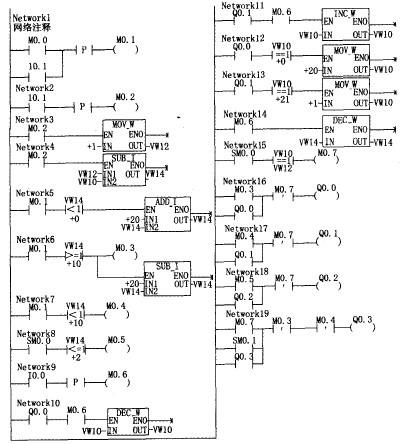
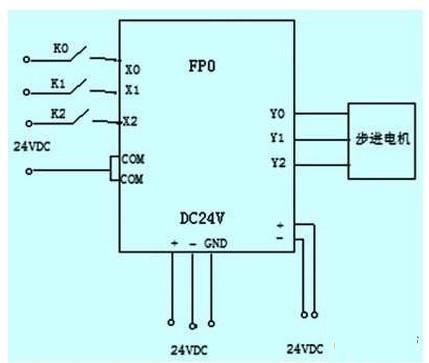
本文提出的應用PLC控制步進電機實現數控系統點位控制功能的方法能滿足控制要求,在實際運行中是切實可行的。所研制的控制系統具有程序設計思路清晰、硬件電路簡單實用、可靠性高、抗干擾能力強,具有良好的性能價格比等顯著優點,其軟硬件的設計思路可應用于工礦企業的相關機床改造。[詳情]
-
本文介紹了一種高精度定尺剪切控制系統,該系統僅需一臺PLC控制,它結構簡單、造價低廉、運行可靠、生產率高,特別適用于以金屬薄板為原材料、剪切長度更換頻繁和精度要求高、剪切批量大的企業。[詳情]
-

本文以 PLC 為控制核心,通過與變頻器、傳感器、數碼顯示和驅動裝置構成靈活、安全、可靠、先進的電鍍生產線行車控制系統,大大地提高了電鍍生產線的自動化程度和生產效率。[詳情]



