-

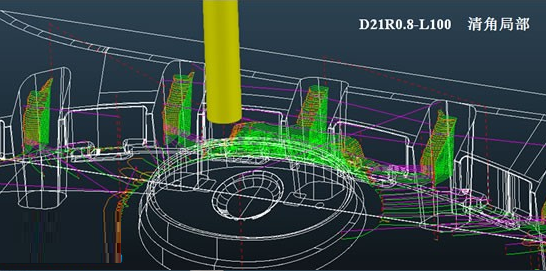
電火花機放電加工時須用電極,電極主要用于模具的型腔、型芯加工,其材料主要是紫銅和石墨,一個完整的電極應該由電極頭、避空直身位、基準板3部分組成。手機上蓋型芯的結構相當復雜,精度要求也比較高,模具中多處部位需要拆電極。[詳情]
-

后置處理是數控加工自動編程中需要考慮的一個重要問題。將原刀位數據文件轉變成指定機床能執行的數控程序的過程稱為后置處理。[詳情]
-
隨著加工中心的廣泛使用,作為核心制造資源之一的數控刀具在數量與種類上急劇增加。同時,刀具的整個生命周期涉及到企業多個部門,各部門之間通常缺乏統一、高效的刀具信息管理,造成了刀具信息在企業內流通環節上的滯后,導致資源的浪費與生產的延誤。[詳情]
-
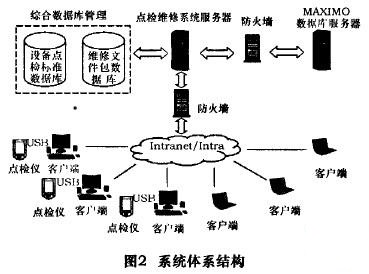
面對日益激烈的市場競爭,對于企業來說,設備維護已不再簡單地僅僅屬于成本范疇,而是企業獲取利潤的重要戰略工具。[詳情]
-
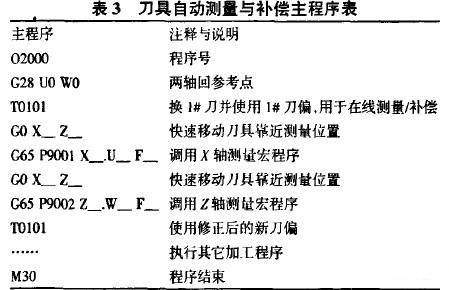
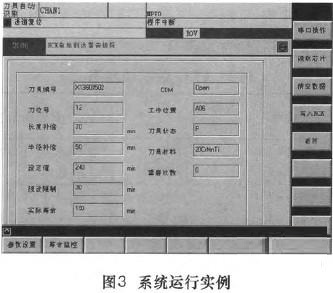
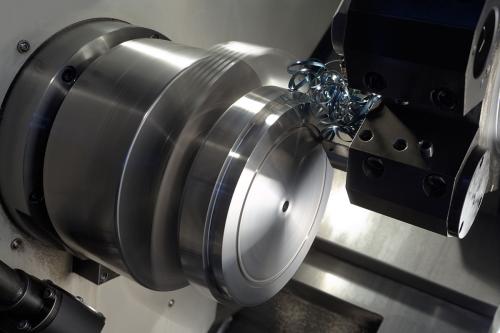
在機械加工中,刀具磨損在所難免,而刀具的磨損將使加工零件的尺寸發生變化,所以當刀具切削一定時間后,必須對刀具磨損值進行適當調整,但傳統的測量與補償操作均由人工完成。[詳情]
-

現代機械制造技術提出了許多新的和更高的要求。這對加工設備不僅提出了精度和效率的要求,而且也對其提出了通用性和靈活性的要求。[詳情]
-
我國獨創的高速走絲電火花線切割機床,是目前使用的主要機種,但由于高速走絲線切割機床一般采用3B加工代碼,使一般的圖形化編程系統如UG,MasetrCAM無能為力。[詳情]
-
數控技術是運用數字化信息技術手段對機床機械的運動方式及工作狀態進行控制的技術,它集合了傳統的機械制造、自動控制、集散控制、網絡通信、計算機監測控制等技術,具有生產效率高、加工精度高、操作高度自動化等優點.[詳情]
-
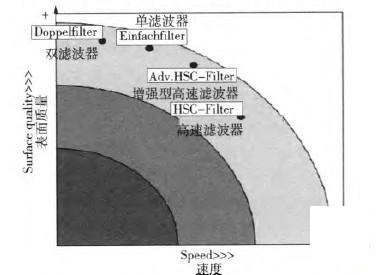
按材料切除率和加工精度,切削加工主要分為粗加工、精加工、半精加工三類,由于三類加工方法,在實際加工過程中追求的側重點不同,對于數控系統的加工參數的要求也不同。[詳情]
-

本文擬從數控加工過程中影響工時消耗諸要素出發,通過對數控加工過程的工時消耗分析,研究數控加工時間消耗規律,從而在理論和實踐上對數控加工時間數據采集進行進一步研究和探討,旨在給人以共性和規律性的認識。 [詳情]
-

激光跟蹤儀被譽為移動式三坐標測量機,它是基于球坐標系的便攜式坐標測量系統,具有測量精度高、實時快速、動態測量、便于移動等優點。 [詳情]
-
在當今制造業的轟轟烈烈表象后面,多少企業忍痛誓從"made in china ”提升到"made by china”的境界。在就有創造型文化的企業,面對更加復雜的結構、更加美觀的外形設計的產品,要求每一個工程師變成孕育產品的一片沃土,成為整個PLM(產品全生命周期管理)系統里面最為關鍵的一員。 [詳情]
-

刀具的選擇和切削用量的確定是數控加工工藝中的重要內容,它不僅影響數控機床的加工效率,而且直接影響加工質量。CAD/ CAM技術的發展,使得在數控加工中直接利用CAD的設計數據成為可能。特別是微機與數控機床的聯接,使得設計、工藝規劃及編程的整個過程全部在計算機上完成成為可能。 [詳情]
-
何為數控機床位置精度,就是指一臺機床的刀尖所能夠達到控制系統程序設定的目標位置的能力,也是用戶最為關注的技術指標及所能夠滿足加工精度的需求。 [詳情]
-
隨著數控技術的發展,自動編程技術的應用越來越普遍。Cimatron是自動編程應用最廣泛的CAD/CAM軟件,NC程序的自動生成受軟件后置處理功能的控制,不同的數控系統對應著不同的后處理文件,其生成的NC代碼格式也不相同。[詳情]



